1. Выбор вида заготовки
1.1. Определение объема и массы детали
![]()
![]()
![]() мм2,
мм2,
![]() мм2,
мм2,
![]() мм2,
мм2,
![]() мм2,
мм2,
![]() мм2.
мм2.
![]() кг.
кг.
1.2. Разработка технологического процесса изготовления отливок
В качестве способа получения отливок выбираем литье под давлением.
Выбираем класс точности размеров и масс – 5Т
Назначаем ряд припусков – 1
Таблица 1
|
номинальные размеры детали по рабочему чертежу |
допуски линейных размеров |
припуски на механическую обработку |
конструктивные размеры отливки |
|
ø 95 |
0,56*2=1,12 |
1,6*2=3,2 |
98,2 |
|
100 |
0,56*2=1,12 |
1,6*2=3,2 |
103,2 |
|
110 |
0,64*2=1,28 |
2,0*2=4,0 |
114 |
|
ø 132 |
0,64*2=1,28 |
2,0*2=4,0 |
136 |
|
ø 150 |
0,64*2=1,28 |
2,0*2=4,0 |
154 |
|
ø 256 |
0,80*2=1,60 |
2,0*2=4,0 |
260 |
![]()
![]()
![]() мм2,
мм2,
![]() мм2,
мм2,
![]() мм2,
мм2,
![]() мм2,
мм2,
![]() мм2.
мм2.
![]() кг.
кг.
![]()
1.3. Разработка технологического процесса изготовления заготовок ковкой и штамповкой
Деталь ступица редуктора относится к мелкой поковке, выбираем оборудование: паровоздушный молот.
Точность изготовления: нормальная, II класса.
Группа стали: для стали 38ХА (С = 3,8%), группа М1.
Степень сложности паковки С3 (деталь имеет отверстия и выступы).
Определяем предварительную массу паковки:
![]() ,
,
где ![]() -
масса детали
-
масса детали
mn =1,25+35,136=36,386 кг.
Таблица 2
|
Номинальные размеры детали по рабочему чертежу, мм |
Допуски линейных размеров, мм |
Припуски на механическую обработку, мм |
Конструктивные размеры поковки, мм |
|
ø 95 |
+2,5 -1,5 |
3,0 |
98 |
|
100 |
+2,5 -1,5 |
3,0*2=6,0 |
106 |
|
110 |
+2,5 -1,5 |
3,0=6, |
116 |
|
ø 132 |
+3,0 -1,5 |
3,1*2=6,2 |
138,2 |
|
ø 150 |
+3,0 -1,5 |
3,1*2=6,2 |
156,2 |
|
ø 256 |
+3,5 -1,5 |
3,3*2=6,6 |
262,6 |
![]()
![]()
![]() мм2,
мм2,
![]() мм2,
мм2,
![]() мм2,
мм2,
![]() мм2,
мм2,
![]() мм2.
мм2.
![]() кг.
кг.
![]()
1.4. Сравнение вариантов получения заготовок
|
№ п/п |
Наименование технико-экономического показателя |
Способы получения заготовок |
|
|
отливка |
поковка |
||
|
1 |
коэффициент использования материала |
0,997 |
0,97 |
Вывод: сравнив показатели КИМ считаем, что целесообразно получать заготовку отливкой.
3. Определение промежуточных припусков и размеров
Суммарное значение отклонений при базировании на отверстие:
![]() =
=![]() деф.,
деф.,
Где: ρ – отклонения расположения заготовки, штампуемой в различных половинах штампа, мкм; ρ деф. – деформация заготовки, которая при зажимной силе, направленной перпендикулярно обрабатываемой поверхности, для заготовок принимают равной 100…150; после черновой обработки.
Для отливки массой m = 35,22 кг, выбираем ρ = 1,6 мм =1600 мкм.
Для заготовки принимаем ρ деф.= 114 мкм.
![]() мкм
мкм
Погрешность закрепления εз заготовок, изготавливаемых отливкой.
εз= 400 мкм
Величина промежуточных припусков ( Zmin и Zmax, мкм) на черновой обработке по 12 квалитету для поверхностей тел вращения (наружных и внутренних).
2![]() ),
),
2 ![]() =2
=2![]() +
+
![]() , где
, где ![]() -
высота микронеровностей поверхности, оставшихся при выполнении предшествующего
технологического перехода, мкм; Т – глубина дефектного поверхностного слоя,
оставшегося при выполнении предшествующего технологического перехода, мкм; r
- суммарные отклонения расположения, возникшие на возникшие на предшествующем
технологическом переходе, мкм;
-
высота микронеровностей поверхности, оставшихся при выполнении предшествующего
технологического перехода, мкм; Т – глубина дефектного поверхностного слоя,
оставшегося при выполнении предшествующего технологического перехода, мкм; r
- суммарные отклонения расположения, возникшие на возникшие на предшествующем
технологическом переходе, мкм; ![]() –
величина погрешностей установки заготовки при выполненном технологическом
переходе, мкм ;
–
величина погрешностей установки заготовки при выполненном технологическом
переходе, мкм ; ![]() допуск
на размер на предшествующем переходе, мкм;
допуск
на размер на предшествующем переходе, мкм; ![]() допуск
на размер на выполняемом переходе, мкм.
допуск
на размер на выполняемом переходе, мкм.
Черновое точение по 12 квалитету:
Назначаем показатели качества поверхности для заготовки.
Для поковок:
Rz = 30,мкм; Т = 100, мкм.
Суммарное отклонение расположения: r=1604 мкм.
Величина погрешностей установки заготовки εз= 400 мкм.
Допуск на размер до механической обработки:
![]() =
=![]() =1600
мкм
=1600
мкм
Допуск на черновое точение:
![]() =
=![]() =0,460
мм = 460 мкм
=0,460
мм = 460 мкм
2![]() 30+1604+
30+1604+![]() )=3566,24
мкм.
)=3566,24
мкм.
2 ![]() =3566,24+1600-460=4706,24
мкм.
=3566,24+1600-460=4706,24
мкм.
Для чистового точения по 10 квалитету:
2![]() 2y,
2y,
2![]() =
2
=
2![]() +
+
![]() ,
,
По таблице для поковок чистовое: Rz=15 мкм; Т = 20 мкм.
Корректируем суммарные отношения:
![]() , где
, где ![]() коэффициент
уточнения.
коэффициент
уточнения.
При черновом однократном точении ![]() =0,06,
=0,06,
Корректируем погрешность установки заготовки на станке.
![]() мкм
мкм
εу чист =![]() * εу
* εу
εу чист = ![]() мкм
мкм
![]()
![]() =
190
мкм
=
190
мкм
2Zmin
чист= 2(15+20+![]() )=270,23
мкм.
)=270,23
мкм.
2Zmах чист=270,23+460 -190=540,23 мкм.
Для шлифования по 7 квалитету:
2![]() ),
),
2 ![]() =2
=2![]() +
+
![]() ,
,
Для отливки:
![]() =
5 мкм Т= 15 мкм,
=
5 мкм Т= 15 мкм,
![]() =0,046
мм = 46 мкм,
=0,046
мм = 46 мкм,
2![]() =2(5+15)=40
мкм,
=2(5+15)=40
мкм,
2 ![]() =40+190
– 46=184
мкм,
=40+190
– 46=184
мкм,
Определяем промежуточные размеры:
для шлифования:
![]() =
=![]() +
2
+
2![]() =260,04
=260,04
![]() =
=![]() +2
+2![]() =260,184
=260,184
для чистового точения
![]() =
=
![]() +2
+2![]() =260,274
=260,274
![]() =
=![]() +2
+2![]() =260,726
=260,726
для чернового точения
![]() =
=![]() +2
+2![]() =263,840
мм
=263,840
мм
![]() =
=![]() +2
+2![]() =264,892
мм
=264,892
мм
Где: ![]() номинальный
размер детали, указанный на рабочем чертеже, мм; es,
ei
номинальный
размер детали, указанный на рабочем чертеже, мм; es,
ei ![]() предельные
отклонения на размер детали по чертежу, мкм;
предельные
отклонения на размер детали по чертежу, мкм; ![]() ,
,![]() ,
,![]() ,
,![]() ,
,![]() ,
,![]() промежуточные
размеры обрабатываемой поверхности, при выполнении шлифования, токарной
чистовой и токарной черновой обработок, мм;
промежуточные
размеры обрабатываемой поверхности, при выполнении шлифования, токарной
чистовой и токарной черновой обработок, мм; ![]() ,
,![]() промежуточные
припуски на шлифование, мм ;
промежуточные
припуски на шлифование, мм ; ![]() ,
,![]() промежуточные
припуски на точение чистовое, мм;
промежуточные
припуски на точение чистовое, мм; ![]() ,
,![]() промежуточные
припуски на точение черновое, мм.
промежуточные
припуски на точение черновое, мм.
4. Расчет режимов резанья в соответствии с технологической схемой механической обработки детали
Режим резанья при черновом точении:
Определяем глубину резанья
tчер=
![]()
tчер=2,083 мм
Если t > 3 мм, то припуск срезается в 2 прохода i =1
Определяем подачу: S=
0,5 ![]()
Определяем расчетную скорость резанья при черновом точении:
Vp=![]() ,
где
,
где
Cv=350; Kv=0,95; T=60; t =2,083; S =0,5; mv=0,20; xv=0,15; yv=0,35
np=![]() =
273,39
=
273,39
 об/мин
об/мин
Сила резанья:
P=Cptxp Syp Vnpф Kp,
Cp=200; t =2,083; S=0,5; Vф=1;xp=1;yp=0,75;np=0;Kp=0,82,
Рz=203,1 кгс
Kp=KmKφ=0,82*1,00=0,82 ,
![]() кВт,
кВт,
![]() кВт
кВт
![]()
Режим резанья при чистовом точении:
Определяем глубину резанья
tчист=![]()
tчист=0,24 мм
Определяем подачу: : S=
0,2 ![]()
Определяем расчетную скорость резанья при чистовом точении:
Vp=![]()
Cv=420; Kv=0,95; T=60; t =0,27; S =0,2; mv=0,20; xv=0,15; yv=0,2
![]()
np=![]() =360,94
об/мин
=360,94
об/мин
![]() об/мин
об/мин
Сила резанья:
Pz=Cptxp Syp Vnpф Kp,
Cp=200; t =0,27; S=0,2; Vф=1;xp=1;yp=0,75;np=0;Kp=0,82,
Рz=13,24
Kp=KmKφ=0,82*1,00=0,82 ,

Nпот.=
![]() 0,852
0,852
K=![]()
Режим резанья при шлифовании:
tчист=0,01
Продольная подача S=(0,2...0,4) B , где
В – ширина шлифовального круга
В=20 мм
S = 6 мм/ход
Vk=![]() =
=
![]()
Dk= 400 мм
Nk= 400 мм
Vk доп.=
50 ![]() ,
,
Vд=
30 ![]() ,
,
np=![]() =
= ![]() =
36,72
=
36,72 ![]()
Фактическая скорость обрабатываемой детали:
![]()
![]() ,
,
Dд =![]() =200,184,
=200,184,
Nст= 63
Vсд=![]()
![]() ,
,
Тангенсальная сила резанья:
Pz=CpVVpфдSxp typ,
Cp=2,2; Vp=0,7; xp=0,7; yp=0,5,
P z=2,2*51,460,7*60,7*0,010,5=12,16 кгс,
Эффективная мощность на вращение шлифовального круга:
Nэ=![]() кВт,
кВт,
Nэк=![]() =
=
![]() =
3,57 кВт,
=
3,57 кВт,
Потребная мощность на вращение шлифовального круга:
Nпот.=
![]() =
=![]() =
3,8125 кВт,
=
3,8125 кВт,
Коэффициент использования станка на мощности:

5. Выбор станочных приспособлений
Станочные приспособления, применяемые для установки и закрепления на станках обрабатываемых заготовок. В зависимости от вида механической обработки эти приспособления подразделяют на приспособления для сверлильных, фрезерных, расточных, токарных, шлифовальных станков и др.
Станочные приспособления
составляют 80![]() 90%
в общем парке приспособлений. Применение их обеспечивает: а) повышение производительности
труда при устранении разметки и сокращении времени на установку и закрепление
заготовок, при частичном или полном перекрытии вспомогательного времени
машинным и при уменьшении последнего посредством многоместной обработки,
совмещение технологических переходов и повышение режимов резания; б)повышение
точности обработки благодаря устранению выверки при установке и связанных с ней
погрешностей; в)облегчение условий труда станочников; г)расширение
технологических возможностей оборудования; повышение безопасности работы.
90%
в общем парке приспособлений. Применение их обеспечивает: а) повышение производительности
труда при устранении разметки и сокращении времени на установку и закрепление
заготовок, при частичном или полном перекрытии вспомогательного времени
машинным и при уменьшении последнего посредством многоместной обработки,
совмещение технологических переходов и повышение режимов резания; б)повышение
точности обработки благодаря устранению выверки при установке и связанных с ней
погрешностей; в)облегчение условий труда станочников; г)расширение
технологических возможностей оборудования; повышение безопасности работы.
Применение станочных приспособлений позволяет также снизить себестоимость продукции. Целесообразность применения станочных приспособлений должна определяться с помощью технико-экономических расчетов.
Установку заготовок с базированием по отверстиям производят на пальца или оправки. Упорной базой служат торцевая поверхность заготовки, определяющая ее положение по длине, и различные элементы, определяющие угловое положение обрабатываемой заготовки относительно оси основной базы.
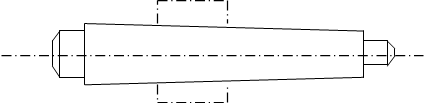 На
рисунке показана коническая оправка (конусность
На
рисунке показана коническая оправка (конусность ![]() -
-![]() ),
на которую обрабатываемую заготовку наколачивают
легкими ударами. Благодаря расклинивающемуся действию оправки заготовка
удерживается от провертывания при обработке. Недостаток этой оправки -
отсутствие точной ориентации заготовки по длине.
),
на которую обрабатываемую заготовку наколачивают
легкими ударами. Благодаря расклинивающемуся действию оправки заготовка
удерживается от провертывания при обработке. Недостаток этой оправки -
отсутствие точной ориентации заготовки по длине.
Рисунок 3. Схема конической оправки
6. Выбор технологического оборудования
Черновое и чистовое точение выполняем на токарно-винтарезном станке 1А616
|
Показатели |
Модель станка |
|
1М616 |
|
|
Наибольший диаметр обрабатываемой детали, мм |
320 |
|
Расстояние между центрами, мм |
710 |
|
Число ступеней частоты вращения шпинделя, об/мин |
21 |
|
Частота вращения шпинделя, об/мин |
9-1800 |
|
Число ступеней подач суппорта |
16 |
|
Подача суппорта, мм/об: продольная поперечная |
0,065-0,91 0,065-0,91 |
|
Мощность главного электродвигателя, кВт |
4 |
|
КПД станка |
0,75 |
|
Наибольшая сила механизма подачи, кгс |
210 |
Чистовое шлифование проводим на кругло-шлифовальном станке модели
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.




