




5. ПРОЕКТИРОВАНИЕ ЦЕХА
5.1. Установление класса и группы цеха
Цехи листовой штамповки разделяются по характеру продукции, габаритам штампуемых деталей, объёму выпускаемой продукции, типу производства, серийности, виду выпускаемой продукции и виду специализации производства.
Характер устанавливаемых в цехах листовой штамповки деталей зависит от вида продукции, выпускаемой предприятием, в состав которого входят эти цехи. На основании этого определяем, что проектируемый цех относится к цехам только листовой штамповки. По габаритам штампуемых деталей при проектировании различают цехи особо мелких, мелких, средних, крупных и особо крупных деталей. Их соответственно называют цехами особо мелкой, мелкой, средней, крупной и особо крупной штамповки. На основании этого определяем, что проектируемый цех относится к средним цехам.
В состав цеха входят производственные отделения и участки, вспомогательные отделения, цеховые службы и устройства, склады, бытовые помещения и др.
К производственным отделениям относятся заготовительные отделения, отделения основных производств. К вспомогательным отделениям принадлежат: штампо- ремонтные отделения (мастерские), занимающиеся ремонтом штампов, приспособлений и другой оснастки, ремонтно- механические отделения, электроремонтные мастерские, мастерские по ремонту хозяйственного инвентаря, мастерские для приготовления смазок.
В состав цеха входят также различные склады и кладовые.
5.2. Выбор оборудования, определение его количества и загрузки
Цех средней листовой штамповки предназначен для изготовления кузовных деталей средних размеров автомобилей УАЗ - 469 .
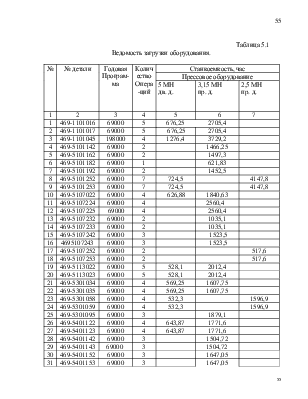
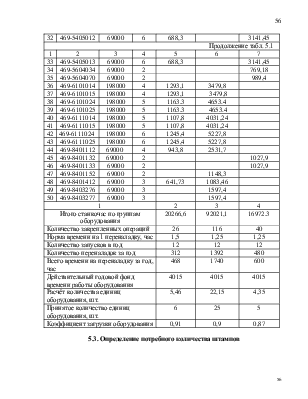
Для расчёта потребного количества оборудования составляется ведомость загрузки оборудования (табл. 5.1).
Таблица 5.1
Ведомость загрузки оборудования.
|
№ |
№ детали |
Годовая Програм-ма |
Количество Опера-ций |
Станкоемкость, час |
||
|
Прессовое оборудование |
||||||
|
5 МН дв. д. |
3,15 МН пр. д. |
2,5 МН пр. д. |
||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
1 |
469-1101016 |
69000 |
5 |
676,25 |
2705,4 |
|
|
2 |
469-1101017 |
69000 |
5 |
676,25 |
2705,4 |
|
|
3 |
469-1101045 |
198000 |
4 |
1276,4 |
3729,2 |
|
|
4 |
469-5101142 |
69000 |
2 |
1466,25 |
||
|
5 |
469-5101162 |
69000 |
2 |
1497,3 |
||
|
6 |
469-5101182 |
69000 |
1 |
621,83 |
||
|
7 |
469-5101192 |
69000 |
2 |
1452,5 |
||
|
8 |
469-5101252 |
69000 |
7 |
724,5 |
4147,8 |
|
|
9 |
469-5101253 |
69000 |
7 |
724,5 |
4147,8 |
|
|
10 |
469-5107022 |
69000 |
4 |
626,88 |
1840,63 |
|
|
11 |
469-5107224 |
69000 |
4 |
2560,4 |
||
|
12 |
469-5107225 |
69000 |
4 |
2560,4 |
||
|
13 |
469-5107232 |
69000 |
2 |
1035,1 |
||
|
14 |
469-5107233 |
69000 |
2 |
1035,1 |
||
|
15 |
469-5107242 |
69000 |
3 |
1523,5 |
||
|
16 |
4695107243 |
69000 |
3 |
1523,5 |
||
|
17 |
469-5107252 |
69000 |
2 |
517,6 |
||
|
18 |
469-5107253 |
69000 |
2 |
517,6 |
||
|
19 |
469-5113022 |
69000 |
5 |
528,1 |
2012,4 |
|
|
20 |
469-5113023 |
69000 |
5 |
528,1 |
2012,4 |
|
|
21 |
469-5301034 |
69000 |
4 |
569,25 |
1607,75 |
|
|
22 |
469-5301035 |
69000 |
4 |
569,25 |
1607,75 |
|
|
23 |
469-5301058 |
69000 |
4 |
532,3 |
1596,9 |
|
|
24 |
469-5301059 |
69000 |
4 |
532,3 |
1596,9 |
|
|
25 |
469-5301095 |
69000 |
3 |
1879,1 |
||
|
26 |
469-5401122 |
69000 |
4 |
643,87 |
1771,6 |
|
|
27 |
469-5401123 |
69000 |
4 |
643,87 |
1771,6 |
|
|
28 |
469-5401142 |
69000 |
3 |
1504,72 |
||
|
29 |
469-5401143 |
69000 |
3 |
1504,72 |
||
|
30 |
469-5401152 |
69000 |
3 |
1647,05 |
||
|
31 |
469-5401153 |
69000 |
3 |
1647,05 |
||
|
32 |
469-5405012 |
69000 |
6 |
688,3 |
3141,45 |
|
|
Продолжение табл. 5.1 |
||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
33 |
469-5405013 |
69000 |
6 |
688,3 |
3141,45 |
|
|
34 |
469-5604034 |
69000 |
2 |
769,18 |
||
|
35 |
469-5604070 |
69000 |
2 |
989,4 |
||
|
36 |
469-6101014 |
198000 |
4 |
1293,1 |
3479,8 |
|
|
37 |
469-6101015 |
198000 |
4 |
1293,1 |
3479,8 |
|
|
38 |
469-6101024 |
198000 |
5 |
1163.3 |
4653.4 |
|
|
39 |
469-6101025 |
198000 |
5 |
1163.3 |
4653.4 |
|
|
40 |
469-6111014 |
198000 |
5 |
1107,8 |
4031,24 |
|
|
41 |
469-6111015 |
198000 |
5 |
1107,8 |
4031,24 |
|
|
42 |
469-6111024 |
198000 |
6 |
1245,4 |
5227,8 |
|
|
43 |
469-6111025 |
198000 |
6 |
1245,4 |
5227,8 |
|
|
44 |
469-8401112 |
69000 |
4 |
943,8 |
2531,7 |
|
|
45 |
469-8401132 |
69000 |
2 |
1027,9 |
||
|
46 |
469-8401133 |
69000 |
2 |
1027,9 |
||
|
47 |
469-8401152 |
69000 |
2 |
1148,3 |
||
|
48 |
469-8401412 |
69000 |
3 |
641,73 |
1083,46 |
|
|
49 |
469-8403276 |
69000 |
3 |
1597,4 |
||
|
50 |
469-8403277 |
69000 |
3 |
1597,4 |
||
|
1 |
2 |
3 |
4 |
|||
|
Итого станкочас по группам оборудования |
20266,6 |
92021,1 |
4 16972.3 |
|||
|
Количество закрепленных операций |
26 |
116 |
40 |
|||
|
Норма времени на 1 переналадку, час |
1,5 |
1,25 |
1,25 |
|||
|
Количество запусков в год |
12 |
12 |
12 |
|||
|
Количество переналадок за год |
312 |
1392 |
480 |
|||
|
Всего времени на переналадку за год, час |
468 |
1740 |
600 |
|||
|
Действительный годовой фонд времени работы оборудования |
4015 |
4015 |
4015 |
|||
|
Расчёт количества единиц оборудования, шт. |
5,46 |
22,15 |
4,35 |
|||
|
Принятое количество единиц оборудования, шт. |
6 |
25 |
5 |
|||
|
Коэффициент загрузки оборудования |
0,91 |
0,9 |
0,87 |
|||
5.3. Определение потребного количества штампов
Начальный фонд штампов состоит из штампов основного фонда и дублеров к ним. Количество штампов-дублеров зависит от прочности и стойкости штампов и годовой программы выпуска деталей [14].
Основной фонд штампов: штампы для гибки и вытяжки-26 шт., для разделительных операций-156 шт.
Дублеры к ним: штампы для гибки и вытяжки-26 шт., для разделительных операций-312 шт.
Начальный фонд штампов: штампы для гибки и вытяжки-52 шт., для разделительных операций-468 шт.
5.4. Определение расхода основных и вспомогательных материалов
5.4.1.Расход основных материалов
В цехах листовой штамповки для изготовления деталей используются различные металлические и неметаллические материалы.
Металлические материалы поставляются в виде рулонов, лент, листов, полос. Для серийного производства наиболее удобны непрерывные материалы (рулоны, ленты ), т.к. при их использовании облегчается и удешевляется автоматизация технических процессов.
Расход основных материалов может определяться двумя способами : укрупненным и детальным.
При укрупненном способе годовой расход металла (в тоннах) каждой марки и сорта подсчитывается по формуле [14]:
М = ( П / ![]() ) 100, (5.1)
) 100, (5.1)
где П - масса выпускаемых деталей в год, т.;
![]() - коэффициент использования металла, %;
- коэффициент использования металла, %; ![]() =
60 % .
=
60 % .
При детальном расчете расход металла определяют на основании данных, полученных при разработке технологических процессов изготовления деталей.
Годовую программу выпуска деталей определяют суммированием масс обработанных деталей, которые приведены в картах технологических процессов или на чертеже обработанных деталей.
Мы принимаем детальный способ, т.к. он наиболее точный и у нас есть карта технологических процессов изготовления деталей.
Расчет расхода основных материалов детальным способом приведен в пункте 1.3 данной записки.
М = 37561,85 т.
Суточный расход металла :
Мсут = М / р , (5.2)
где М - годовой расход металла, т.;
р - количество рабочих дней в году.
Мсут = 37561,85 / 253 = 148,5т.
Сменный расход металла :
Мсм = 0,5*М сут , (5.3)
Мсм = 0,5*148,5 = 74,2 т.
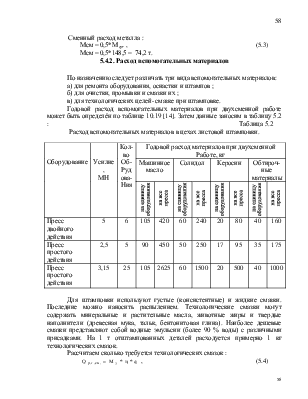
5.4.2. Расход вспомогательных материалов
По назначению следует различать три вида вспомогательных материалов:
а) для ремонта оборудования, оснастки и штампов ;
б) для очистки, промывки и смазки их ;
в) для технологических целей- смазке при штамповке.
Годовой расход вспомогательных материалов при двухсменной работе может быть определён по таблице 10.19 [14]. Затем данные заносим в таблицу 5.2 : Таблица 5.2
Расход вспомогательных материалов в цехах листовой штамповки
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.