













2. Разработка чертежа отливки.
2.1. Анализ технологичности литой детали.
При разработке чертежа отливки прежде всего следует оценить технологичность литой детали (см. п.1.3.). Правила обеспечения технологичности литых заготовок изложены в литературе (1).
В отчете должен быть представлен перечень нетехнологичных признаков и элементов литой детали в следующее последовательности:
1. Внешняя поверхность отливки;
2. Толщина стенки отливки
3. Наличие отверстий и внутренних полостей формируемых стержнями.
в чугунных отливках 10мм или 0,8 Н, где Н – толщина стенки;
в стальных отливках 25 мм или 1,0 Н, где Н – толщина стенки;
в алюминиевых отливках 5 мм или 0,5 Н, где Н – толщина стенки;
4. Учет принципа направленного твердения
5. Форма (радиусы, уклоны и т.п. ) на необрабатываемых поверхностях в
2.2. Выбор способа литья и линии разъема литейной формы.
Одну и ту же литую деталь можно изготовить разными способами, а именно: литьем в песчаные формы, под давлением, в кокиль и т.д.
Выбор способа литья должен базироваться на виде сплава, конструкции, массе, размерах, назначении литой детали, обуславливающих механические свойства, точность, шероховатость поверхности и другие качества отливок. Анализируются возможности получения отливок требуемой группы сложности.
Размер серии и тип производства в зависимости от массы отливки и весовой группы приведен в табл. 1.1.
С учетом изложенного выбор способа литья регламентируется следующими основными условиями: возможностью получения отливок данной группы сложности из заданных сплавов; выполнением требований, предъявляемых к отливкам, а именно: размеры отливки должны отвечать нормам, установленным для данной отливки; припуски на механическую обработку должны соответствовать стандарту; отливка должна иметь согласованные базы для механической обработки; шероховатость необработанной поверхности отливки должна соответствовать техническим условиям; обеспечением необходимой производительности и экономической эффективности; необходимостью применения новых технологических процессов.
Классификация способов производства отливок и их краткие технические характеристики приведены в табл.1.2.
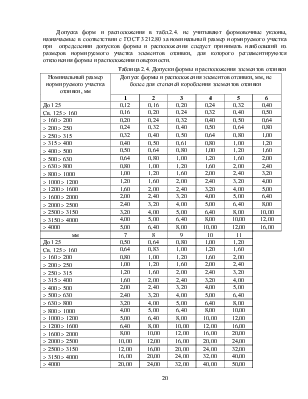
Поверхность разъема модели и литейной формы, определяют по положению отливки при заливке формы металлом, по возможность получения внутренних полостей и отверстий при литье. Отверстия в отливке могут не выполняться, если их диаметры не превышают определенного размера.
Плоскость разъема модели и формы изображают на чертеже тонкой штрихпунктирной линией, обозначений на концах знаком Х- -Х. Разъем обозначают буквами МФ. Направление разъема изображают сплошной линией, ограниченной стрелками и перпендикулярной линии разъема (рис.2.1).
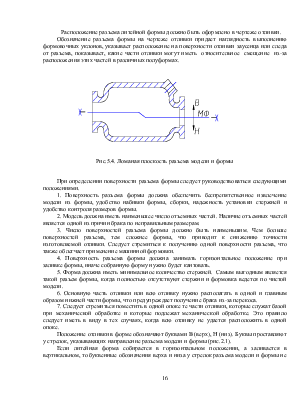
Ломаную плоскость разъема модели и формы изображают на чертеже ломаной штрихпунктирной линией, над которой проставляют буквенное обозначение разъема - МФ. Направление разъема изображают так же, как и при прямом разъеме (рис. 2.2).
Расположение разъема литейной формы должно быть оформлено в чертеже отливки.
Обозначение разъема формы на чертеже отливки придает наглядность выполнению формовочных уклонов, указывает расположение на поверхности отливки заусенца или следа от разъема, показывает, какие части отливки могут иметь относительное смещение из-за расположения этих частей в различных полуформах.
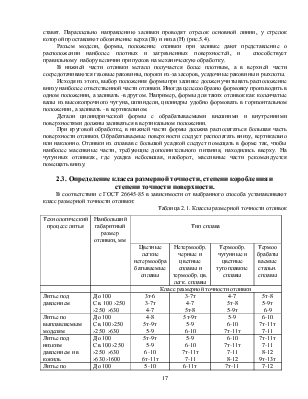
 |
Рис.5.4. Ломаная плоскость разъема модели и формы
При определении поверхности разъема формы следует руководствоваться следующими положениями.
1. Поверхность разъема формы должна обеспечить беспрепятственное извлечение модели из формы, удобство набивки формы, сборки, надежность установки стержней и удобство контроля размеров формы.
2. Модель должна иметь наименьшее число отъемных частей. Наличие отъемных частей является одной из причин брака по неправильным размерам.
3. Число поверхностей разъема формы должно быть наименьшим. Чем больше поверхностей разъема, тем сложнее формы, что приводит к снижению точности изготовляемой отливки. Следует стремиться к получению одной поверхности разъема, что также облегчает применение машинной формовки.
4. Поверхность разъема формы должна занимать горизонтальное положение при заливке формы, иначе собранную форму нужно будет кантовать.
5. Форма должна иметь минимальное количество стержней. Самым выгодным является такой разъем формы, когда полностью отсутствуют стержни и формовка ведется по чистой модели.
6. Основную часть отливки или всю отливку нужно располагать в одной
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.