1. Основы литейного производства.
1.1. Литейные сплавы и их свойства.
В условиях современного литейного производства около 69% всех отливок (по массе) изготовляют из чугуна, 24% из стали и 7% из цветных сплавов.
Чугуны классифицируются по форме включения графита - серый чугун с пластинчатым графитом (СЧ) ГОСТ 1412-85, чугун с вермикулярным графитом (ЧВГ), высокопрочный чугун с шаровидным графитом (ВЧ) ГОСТ 7293-85 , ковкий чугун с хлопьевидным графитом (КЧ) ГОСТ 1215-79, а также по химическому составу - нелегированные и легированные чугуны.
Из черных сплавов наибольшее применение получили отливки из серого чугуна, который является технологичным материалом. Его расплав обладает хорошей жидкотекучестью, малой склонностью к образованию усадочных дефектов. Из него можно изготовлять отливки самой сложной конфигурации с толщиной стенок от 2 до 500 мм.
В основу стандартизации серого чугуна заложен принцип регламентирования минимального допустимого значения временного сопротивления разрыву при растяжении. В соответствии с этим принципом марки чугуна по ГОСТ 1412-85 обозначаются СЧ00, СЧ10, СЧ15, СЧ20, СЧ25, СЧ30, СЧ35.
Ковкий чугун имеет высокую прочность и пластичность. КЧ хорошо поддается запрессовке, расчеканке и легко заполняет зазоры. Отливки из ферритного КЧ можно подвергать холодной правке, из перлитного - в горячем состоянии.
По способности выдерживать высокие механические нагрузки при наименьших деформациях и массе ВЧ значительно превосходит КЧ, сталь и особенно СЧ. Масса литых деталей из ВЧ может быть на 5-10% ниже по сравнению с КЧ и литой сталью, на 10-20% меньше по сравнению с стальными поковками и штамповками.
ВЧ успешно заменяет КЧ, СЧ, и углеродистую сталь в деталях, работающих в условиях тепловых ударов, высоких давлений, знакопеременных динамических нагрузок.
Для получения отливок используются углеродистые стали марок 15, 20Л, 25Л...55Л, где цифра показывает среднее содержание углерода в сотых долях процента, а буква Л - литая. Примеры условных обозначений: для отливок из сталей марки 25Л, I группы: 25Л-I ГОСТ 977-88, а также из низко и высоколегированной стали со специальными свойствами 20ГЛ, 30ГСЛ, 45ФЛ, 30ХНМЛ, 20ДХЛ, 12ДХН1МФЛ (ГОСТ 2176-77).
Механические свойства сталей определяются содержанием углерода; по мере его увеличения от 0,15 до 0,55% sв возрастает от 400 до 600 МПа, а d снижается с 24 до 10%, уменьшается также ударная вязкость с 0,49 до 0,24 МДж/м2. Отливки из углеродистых сталей обычно подвергаются термической обработке для снятия литейных напряжений и улучшения структуры. Применяются отжиг или нормализация при температуре 900-8600С. После нормализации обычно дается отпуск при 620-6800С.
Литейные алюминиевые литейные сплавы по ГОСТ 1583-93 маркируются сочетанием букв и цифр, где буквы означают легирующие компоненты, а цифры - их содержание в сплаве. Так, сплав АК5М2 расшифровывается : сплав алюминиевый (А), содержащий в качестве легирующих компонентов 5% кремния (К5) и 2% меди (М2)
В дополнение к химическому составу и типовым прочностным свойствам металла (предел прочности на растяжение sв, модуль упругости Е и т.п.) при разработке чертежа на отливку и техпроцесса литья в отчете по практическому занятию и в пояснительной записке контрольной работы необходимо оценить металл отливки по литейным свойствам:
1. Жидкотекучесть – это способность металла перемещаться в расплавленном состоянии по каналам литейной формы.
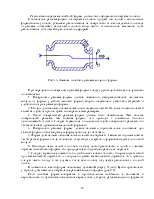
2. Усадка сплава характеризуется линейной усадкой и объёмной усадкой. Литейная усадка – это уменьшение размеров отливки при её охлаждении (негативный фактор). Линейную усадку определяют соотношением, %:
![]() (
1-1 ) где lф и lот - размеры полости формы и отливки при температуре 200С
(
1-1 ) где lф и lот - размеры полости формы и отливки при температуре 200С
Линейная усадка для чугуна составляет 0,9…1,5%, для сталей 2…2,4%, для алюминиевых сплавов 0,9…1,5%. Усадка сплава учитывается при проектировании модели литейной формы.
3. Температура заливки металла:
3.1. Сталь литейная 1520-1620ºС;
3.2. Чугун СЧ – 1350-1400ºС, ВЧ – 1400-1500ºС;
3.3. Алюминиевые сплавы 680-770ºС.
1.2. Классификация отливок и выбор способа литья
Основными признаками, принятыми при классификации отливок по группам сложности, являются геометрическая форма, конфигурация наружных поверхностей, конфигурация и характер расположения внутренних полостей отливок, технологические особенности процесса изготовления и т. п.
По степени сложности отливки, изготовляемые в песчаных формах и под давлением, подразделяются на шесть групп, и изготовленные центробежным литьем, в кокиль, в оболочковые формы и по выплавляемым моделям - на пять групп.
Первая группа - простые отливки. Отливки преимущественно плоские, цилиндрические, полусферические, общего назначения. Наружные поверхности с наличием невысоких ребер, буртов, фланцев, отверстий. Внутренние полости отсутствуют. Поверхности механически не обрабатываются или обрабатываются только
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.