§ 6. Штамповка на гидравлических и винтовых прессах
Гидравлические штамповочные прессы обладают сравнительно малой скоростью перемещения деформирующего инструмента. Производительность гидравлических прессов вследствие их тихоходности
|
|
ниже по сравнению с КГШП. Однако гидравлические штамповочные прессы значительно превосходят КГШП по развиваемым усилиям. Самый мощный гидравлический штамповочный пресс усилием 750 МН (75 000 тс) изготовлен и работает в СССР.
![]()
![]() Гидравлические прессы
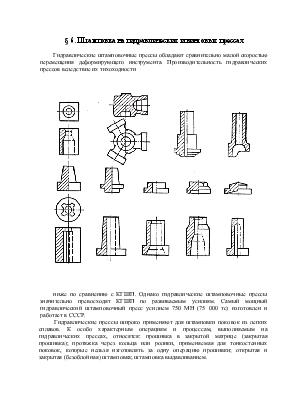
широко применяют для штамповки поковок из легких сплавов. К особо
характерным операциям и процессам, выполняемым на гидравлических прессах,
относятся: прошивка в закрытой матрице (закрытая прошивка); протяжка через
кольца или ролики, применяемая для тонкостенных поковок, которые нельзя
изготовлять за одну операцию прошивки; открытая и закрытая (безоблойная)
штамповка; штамповка выдавливанием.
Гидравлические прессы
широко применяют для штамповки поковок из легких сплавов. К особо
характерным операциям и процессам, выполняемым на гидравлических прессах,
относятся: прошивка в закрытой матрице (закрытая прошивка); протяжка через
кольца или ролики, применяемая для тонкостенных поковок, которые нельзя
изготовлять за одну операцию прошивки; открытая и закрытая (безоблойная)
штамповка; штамповка выдавливанием.
Некоторые типы поковок, штампуемых на гидравлических прессах, представлены на рис. 116.
На винтовых фрикционных прессах изготовляют поковки различных конфигураций. Такие прессы используют также для правки, гибки и калибровки поковок.
Наличие выталкивателя создает благоприятные условия для штамповки на фрикционных прессах болтов, заклепок, валиков и им подобных поковок. Важным технологическим преимуществом прессов является безопасность в отношении перегрузки. Так как винтовые прессы относятся к оборудованию с нежестким ходом (в отличие от КГШП и ГКМ), то перегрузки, могущие возникнуть при штамповке, не оказывают на них вредного влияния. Штамповка производится в открытых и закрытых штампах. Высоту мостика облойной канавки открытого штампа рассчитывают по формуле
![]() =0.02
=0.02![]() , где
, где
![]() — площадь поковки в плане, мм
— площадь поковки в плане, мм![]() .
.
Остальные размеры облойной канавки назначают по данным, предусмотренным для молотовых штампов (гл. X, табл. 93). Потребное усилие пресса для штамповки определяют по формуле
 кгс,
кгс,
где
а=3 при штамповке в закрытых штампах поковок без значительного выдавливания
металла, а=4 при открытой штамповке, а=5 при закрытой штамповке
выдавливанием; FПП— площадь поковки в плане, мм2 ,
V![]() ПОК — объем поковки, мм3;
ПОК — объем поковки, мм3; ![]() —предел прочности металла поковки
при температуре конца штамповки, кгс/мм2.
—предел прочности металла поковки
при температуре конца штамповки, кгс/мм2.
![]() § 7. Работа на машинах специального
назначения
§ 7. Работа на машинах специального
назначения
Вальцовка на ковочных вальцах
Протяжка металла на ковочных вальцах (рис. 117) осуществляется его принципу прокатки. Основное различие в том, что заготовка обжимается не по всей длине, а на определенных участках. Валки, на которых закрепляют инструмент, изготовленный в виде секторных штампов, вращаются в разные стороны. Заготовка подается между валками до упора, когда секторные штампы находятся вне рабочей зоны (рис. 117, а). В момент сближения штампов заготовка захватывается ими и за период прохода деформируется в соответствии с конфигурацией ручьев инструмента. В процессе обжатия (рис. 117,6) заготовка перемещается в сторону вальцовщика.
Технологический
процесс вальцовки разрабатывают с учетам возможных величин обжатий за один проход,
характеризующихся коэффициентом вытяжки ![]() ,
где
,
где ![]() и
и ![]() -
соответственно площади поперечных сечений заготовки до и после очередной
вальцовки. Средние значения
-
соответственно площади поперечных сечений заготовки до и после очередной
вальцовки. Средние значения![]() =1,2-1,3.
Значение коэффициента можно увеличить при изменении профиля в очередном ручье.
Так, при переходе от прямоугольного сечения к круглому
=1,2-1,3.
Значение коэффициента можно увеличить при изменении профиля в очередном ручье.
Так, при переходе от прямоугольного сечения к круглому ![]() =2,0.
=2,0.
На вальцах выполняются заготовительные работы, заключающиеся в фасонировании заготовок (рис. 117, в), для последующей обработки, а также и штамповка. При фасонировании заготовке придают форму, близкую к очертаниям поковки в плоскости разъема штампа.
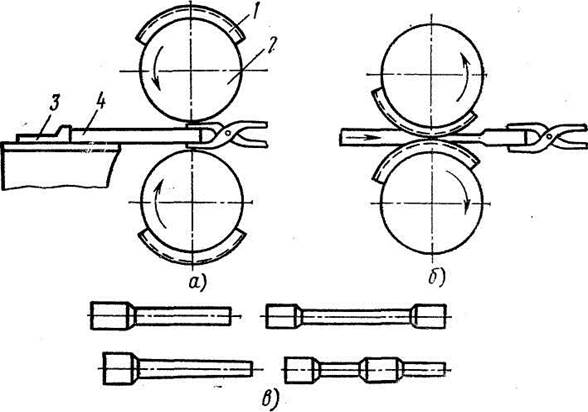
Рис. 117. Схема вальцовки:
![]() подача
заготовки,
подача
заготовки, ![]() деформирование
заготовки,
деформирование
заготовки, ![]() фасонированные
фасонированные
заготовки; 1- секторные штампы, 2 - валки, 3 - упор, 4 - заготовка
Ввиду ограниченной возможности фасонирования заготовок на кривошипных прессах включение вальцов в штамповочные линии значительно расширяет область применения КГШП, повышает их производительность и способствует экономии металла за счет уменьшения облоя и припусков. Например, в результате применения предварительной вальцовки заготовок для турбинных лопаток, штампуемых на КГШП, расход металла уменьшился в среднем на 16%.
В крупносерийном и массовом производстве вальцовку применяют также
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.