










3.2. Зависимый допуск
Зависимый допуск – это допуск, числовое значение которого переменно для различных деталей, изготовляемых по данному чертежу, и зависит от действительных размеров либо номеруемого и базового элементов вместе, либо только номеруемого, либо только базового элемента. Зависимые допуски расположения назначаются только для элементов, относящихся к отверстиям или валам, и при нормировании таких характеристик, как позиционный допуск, соосность, симметричность, пересечение осей, перпендикулярность осей или оси и плоскости(рис.9,10).
Минимальное
значение допуска перпендикулярности, указанное на чертеже (![]() ), соответствует пределу
максимума материала отверстия , в данном случае
), соответствует пределу
максимума материала отверстия , в данном случае ![]() Если
отверстие будет иметь действительный размер
Если
отверстие будет иметь действительный размер ![]() ,
позиционный допуск может быть увеличен до значения
,
позиционный допуск может быть увеличен до значения ![]() ,
где
,
где ![]()
Рис.9.Чертёж детали
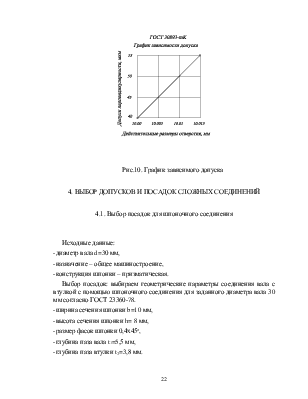
Рис.10. График зависимого допуска
4. ВЫБОР ДОПУСКОВ И ПОСАДОК СЛОЖНЫХ СОЕДИНЕНИЙ
4.1. Выбор посадок для шпоночного соединения
Исходные данные:
-диаметр вала d=30 мм,
-назначение – общее машиностроение,
-конструкция шпонки – призматическая.
Выбор посадок: выбираем геометрические параметры соединения вала с втулкой с помощью шпоночного соединения для заданного диаметра вала 30 мм согласно ГОСТ 23360-78.
-ширина сечения шпонки b=10 мм,
-высота сечения шпонки h= 8 мм,
-размер фасок шпонки 0,4х45о,
-глубина паза вала t1=5,5 мм,
-глубина паза втулки t2=3,8 мм.
Назначаем посадки для диаметра ![]() 30 мм и на шпоночное соединение с
учетом производственного назначения, для обеспечения надёжной работы соединений
с направляющими шпонками. Находим предельные отклонения: шпонка и паз на валу - 10
30 мм и на шпоночное соединение с
учетом производственного назначения, для обеспечения надёжной работы соединений
с направляющими шпонками. Находим предельные отклонения: шпонка и паз на валу - 10 ; шпонка и паз во втулке - 10
; шпонка и паз во втулке - 10![]() ;
; ![]() 30
30![]() .
.
На рис. 8. показаны схемы полей допусков данных соединений.
Рис. 11. Схемы полей допусков шпоночного соединения
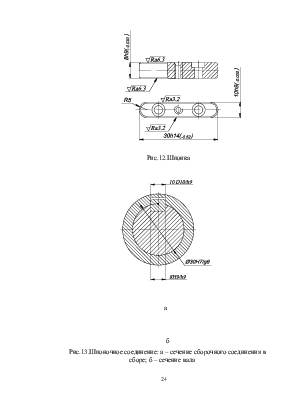
Вычерчиваем поперечное сечение шпоночного соединения в сборе, а так же отдельно сечения паза, вала и шпонки (рис.12,13,14).
Рис.12.Шпонка
а
б
Рис.13.Шпоночное соединение: а – сечение сборочного соединения в сборе; б – сечение вала
Рис.14.Сечение втулки
4.2. Выбор метода центрирования и посадок для шлицевого соединения
Исходные данные:
-внутренний диаметр d=82 мм,
-серия – тяжелая,
-характер соединения – подвижный,
-наличие термообработки втулки – некаленая,
-точность центрирования – невысокая.
Определяем
геометрические параметры шлицевого соединения средней серии для вала ![]() 82 мм:
82 мм:
-число зубьев Z=20,
-наружный диаметр D=92 мм,
-ширина паза втулки b=6 мм.
Определяем способ центрирования, а именно при невысокой твердости втулки и невысокой точности центрирования рекомендуется центрирование по боковым поверхностям зубьев. Назначаем посадки для подвижного шлицевого прямобочного соединения с центрированием по боковым поверхностям зубьев, учитывая невысокие требования к точности центрирования:
b-20x82H11x92H12/a11x6D9/e8.
Рассчитываем предельные
размеры для соединения наружного диаметра D, ![]() 92H12/a11.
92H12/a11.
Номинальный диаметр соединения D=92 мм.
Предельные размеры и поле допуска отверстия:
Dmax=D+ES=92.350 мм,
Dmin=D+EI=92.000 мм,
TD=Dmax-Dmin=0,350 мм.
Предельные размеры и поле допуска вала:
dmax=D+es=91.620 мм,
dmin=D+ei=91.400 мм,
Td=dmax-dmin=0,220 мм.
Предельные зазоры соединения:
Smax=Dmax-dmin=0,950 мм,
Smin=Dmin-dmax=0.380 мм.
Допуск посадки с зазором:
TS=TD+Td=0,570 мм.
Рассчитываем
предельные размеры для соединения внутреннего диаметра d, ![]() 82H11.
82H11.
Номинальный диаметр соединения D=82 мм.
Предельные размеры и поле допуска отверстия:
Dmax=D+ES=82.220 мм,
Dmin=D+EI=82.000 мм,
TD=Dmax-Dmin=0,220 мм.
Рассчитываем предельные размеры для соединения боковых поверхностей зубьев, 6D9/e8.
Номинальный размер соединения D=6 мм.
Предельные размеры и поле допуска отверстия:
Dmax=D+ES=12.060 мм,
Dmin=D+EI=12.030 мм,
TD=Dmax-Dmin=0,030 мм.
Предельные размеры и поле допуска вала:
dmax=D+es=11.990 мм,
dmin=D+ei=11.972 мм,
Td=dmax-dmin=0,018 мм.
Предельные зазоры соединения:
Smax=Dmax-dmin=0.088 мм,
Smin=Dmin-dmax=0,040 мм.
Допуск посадки с зазором:
TS=TD+Td=0,048 мм.
На рис. 15, 16 и 17 показаны схемы полей допусков для сопряжения по наружному диаметру D, по внутреннему диаметру d и по боковым поверхностям зубьев.
Рис.15. Схема полей допусков для наружного диаметра D
Рис.16. Схема полей допусков для внутреннего диаметра d
Рис. 17. Схемы полей допусков для боковых поверхностей зубьев
Вычерчиваем сечения шлицевого соединения, шлицевого вала и втулки(рис.18, 19).
Рис.18.Сечение шлицевого соединения
а
б
Рис.19.а – сечение шлицевого вала; б – сечение втулки
4.3. Построение схемы полей допусков резьбы
Исходные данные:
-тип резьбового соединения – метрическая,
-шаг резьбы Р = 2.5 мм,
-номинальный диаметр наружной (внутренней) резьбы d(D) = 22 мм,
-точность изготовления резьбы – 4H6H/4j.
На основании исходных данных имеем обозначение резьбы: М22х2.5-4H6H/4j.
В обозначении полей допусков посадок по ГОСТ 10093-81 указано: 4Н – поле допуска резьбы (гайки) по среднему диаметру D2 с основным отклонением Н, 6Н – поле допуска резьбы (гайки) по внутреннему диаметру D1 с основным отклонением Н, 4j – поле допуска наружной резьбы (болта) по среднему диаметру d2 с основным отклонением p, поле допуска наружной резьбы (болта) по наружному диаметру d – 4h, поле допуска резьбы (гайки) по наружному диаметру ГОСТом не ограничивается.
Определяем геометрические параметры резьбы:
-угол профиля метрической резьбы ![]() =60о;
=60о;
-средний диаметр наружной (внутренней) резьбы d2 = D2 = 20.376 мм;
-внутренний диаметр наружной (внутренней) резьбы d1 = D1 = 19.294 мм.
По обозначению
посадки устанавливаем 4H6H/4j – это резьбовое соединение с зазором , предпочтительное ,
гарантированный зазор получен за счёт наружной резьбы , так как основное
отклонение диаметра ![]() -j , а диаметра
-j , а диаметра ![]() и
и ![]() -
H.
-
H.
Выписываем
предельные отклонения для среднего диаметра резьбового соединения d2 = D2 = ![]() 20.376
20.376![]() . Выписываем предельные
отклонения для наружного диаметра наружной резьбы (болта) d=
. Выписываем предельные
отклонения для наружного диаметра наружной резьбы (болта) d=![]() 22
4j
22
4j![]() .
Выписываем предельные отклонения для внутреннего диаметра внутренней резьбы
(гайки) D1 =
.
Выписываем предельные отклонения для внутреннего диаметра внутренней резьбы
(гайки) D1 = ![]() 19.294
6Н(+0,450).
19.294
6Н(+0,450).
Вычерчиваем схему полей допусков резьбового соединения(табл. 2,рис.21).
2. Предельные отклонения диаметров соединения М22х2.5-4H6H/4j
|
Диаметр резьбы, мм |
Наружная резьба M22x2.5 – 4j |
Внутренняя резьба M22x2.5 – 4H6H |
||
|
Предельные отклонения, мкм |
||||
|
es |
ei |
ES |
EI |
|
|
d=D=22 |
-42 |
-377 |
- |
0 |
|
d2=D2=20.376 |
+53 |
-53 |
+140 |
0 |
|
d1=D1=19.294 |
0 |
- |
+450 |
0 |
 .
.
Рис.21. Схема полей допусков резьбового соединения М22х2.5-4H6H/4j
1. Допуски и посадки: Справочник. В 2-х ч./В. Д. Мягков, М. А. Палей, А. Б. Романов, В. А.Брагинский. – 6-е. изд., перераб. и доп. – Л.: Машиностроение. Ленингр. отд-ние, 1982.
2. Белкин И. М. Допуски и посадки (Основные нормы взаимозаменяемости): Учеб. пособие для студентов машиностроительных специальностей высших технических заведений. – М.: Машиностроение, 1992 - 528с.: ил.
3. Джавахия Ж. К., Муслина Г. Р. Выбор посадок для гладких соединений деталей машин и приборов
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.