


















































снятия и установки штуцера топливного насоса (SW 14 мм) |
157914-1100 |
|
|
10. Направляющая втулка для установки сальника |
Для вала диаметром 17 мм |
157922-0900 |
|
11. Направляющая втулка для установки сальника |
Для короткого вала диаметром 20 мм |
157922-1000 |
|
12. Направляющая втулка для установки сальника |
Для длинного вала диаметром 20 мм |
157922-1100 |
|
13. Съемник для сальника |
Для вала диаметром 17 мм |
157925-2420 |
|
14. Съемник для сальника |
Для вала диаметром 20 мм |
157925-2720 |
|
15. Мерительное приспособление |
Для измерения размера "MS" (используется вместе с приспособлением 1 57829-3520, резьба M10x1 левая) |
|
|
16. Приспособление для индикатора |
Для регулировки положения рычага корректора по давлению наддува при измерении размера "MS" |
157829-7520 |
|
17. Приспособление для индикатора |
Для регулировки положения рычага корректора по давлению наддува. |
157829-7620 |
|
18. Мерительное приспособление |
Для измерения размера "MS" (используется совместно с мерительным приспособлением 157829-3520 и штоком 157829-8300, резьба М10х1 правая) |
157841-9200 |
Данный перечень специального инструмента взят из рекомендации фирмы BOSH для ремонта ТНВД типа VE.[2]
2. Нормирование работ
2.1. Нормы времени
На разборку, сборку, дефектовку и ремонт насоса без его регулировки отводится 3,5 нормо-часа. Время взято из нормативов завода изготовителя.
Расчет времени на ремонт насоса.
Шлифование
То = ![]() , где :
, где :
Lx= l + В = 40 мм – длина продольного хода,
h = 0,01 мм – припуск на сторону,
Sп= 0,01 мм – продольные подачи круга (чистовое шлифование) на один оборот детали,
В = 40 мм – ширина шлифованного круга,
SB= 0,01 мм – вертикальная (поперечная) подача на один двойной ход,
n = ![]() - число оборотов детали,
- число оборотов детали,
S = 20м/мин. – окружная скорость детали
d = 40 мм – диаметр обрабатываемой поверхности.
Км = 1,5 – коэффициент точности шлифования.
n = ![]() об/мин,
об/мин,
То = ![]() мин.
мин.
Тв = ТА + ТБ + ТВ
ТА = 0,62 мин. – время на установку/снятие детали,
ТБ = 0,42 мин. – время на приёмку, связанную с шлифованием одной поверхности,
ТВ = 0,16 мин. – время на промеры детали.
Топ = 0,94 + 1,2 =2,14 мин,
Тп = 0,03 * 2,14= 0,64 мин,
Тто = 0,05 * 1,29 = 0,11 мин,
Тшт = 0,94 + 2,14 + 0,64 + 0,11 = 3,83 мин.
Шлифовальные операции проводить на внутришлифовальном станке.
Применяемый внутришлифовальный станок 3К229А, с частотой вращения шпинделя заготовки 100…1000 об/мин., мощностью электродвигателя – 4 кВт.
7.2.4.Применяемый для для шлифования абразивный инструмент:
Шлифовальный круг общего применения, типа:
- ЧЦ – чашечные, цилиндрические , со следующими параметрами (размерами и характеристиками):
- D = 40 мм, H = 30 мм, d = 27 мм ,
- Шлифовальный материал: белый электрокорунд 24А ,
- Зернистость: 16 (Ra=0,16мкм) ,
- Керамическая связка : К5 ,
- Класс неуравновешенности : 1 ,
- Класс точности : А ,
- Скоростью круга – 30 м/с .
Круг шлифовальный: ЧЦ 40×30×27/24А 16 35 К5 А1 ГОСТ 2424 – 75.[11]
2.2. Расчет числа рабочих участка
Производственные рабочие
К ним рабочим относятся рабочие зон и участков, непосредственно выполняющие работы по ТО и ТР автомобилей. Различают технологически необходимое (явочное) и штатное число рабочих.
Технологически необходимое число рабочих:
![]()
где Tг – годовой объем работ по зонам ТО, ТР или участку, чел.-ч; Фт = 2000 ч – годовой фонд времени технологически необходимого рабочего при односменной работе.
На производственных участках по приборам системы питания:
![]()
Штатное число производственных рабочих:
![]()
где Фш = 1790 ч – годовой (эффективный) фонд времени «штатного» рабочего.
На производственных участках по приборам системы питания:
![]()
2.3. Расчет площади участка
Определяем двумя способами.
1 По площади, занимаемой оборудованием, и коэффициенту плотности его расстановки:
![]()
где ƒоб – суммарная площадь горизонтальной проекции по габаритным размерам оборудования; kп – коэффициент плотности расстановки оборудования.
2 По числу работающих на участке в наиболее загруженную смену:
![]()
где ƒ1 – площадь одного работающего (первого), м2; ƒ2 – площадь для каждого последующего рабочего, м2.
![]() [9]
[9]
3. Конструкторский раздел
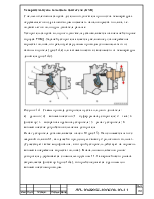
Для того чтобы увеличить эффективность технологии разборки или сборки насоса типа VE, было разработано специальное приспособление.
Приспособление состоит из опоры закрепленной на верстаке. На корпусе сверху установлен поворотный стол, который вращается на 360 градусов, с фиксацией через 30 градусов. На столе установлен вал. Один конец вала закреплен на столе, с возможностью вращения вокруг своей оси. На другом конце вала установлен кронштейн для крепления насоса, через
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.