




4.1 Описание конструкции, силовой и точностной расчёт агрегатного приспособления для обработки на операции 120 (агрегатной).
4.1.1 Описание конструкции и принцип работы агрегатного приспособления.
Станочное приспособление для агрегатной операции представлено в графической части на чертеже ТПЖА.292000.219СБ.
На данной операции деталь базируется на плоскость торца, цангу и угловое расположение фиксируется ромбическим пальцем.
Закрепление осуществляется в трёх местах Г-образным прижимом от пневмоцилиндра двойного действия. Масло поступает в нижнюю полость цилиндра через штуцер от пневмосети ( Р = 0,7МПа ) и давит на поршень, который перемещаясь сначала растягивает пружину растяжения 5 которые через шток цанги 4 разжимает цангу 3, и происходит базирование детали до того как прижим 7 зажмёт деталь. Базирование детали происходит за счёт разжатая цанги с усилием 100Н от пружины на штоке.
Необходимо подобрать пневмоцилиндр, обеспечивающий необходимую силу зажима. Схема зажима показана на рисунке 4 [6.стр.178]
4.1.2 Силовой расчет.
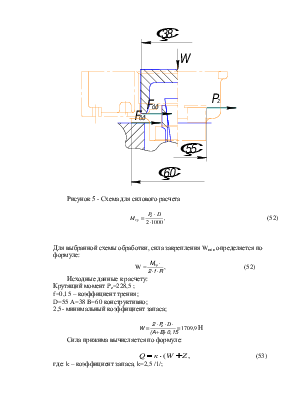
Силовой расчёт проводится по методике и формулам представленным в /7/. Схема для силового расчета показана на рисунке 5.
Рисунок 5 - Схема для силового расчета
Для выбранной схемы обработки, сила закрепления Wmin определяется по формуле:
W =![]() ,
(52)
,
(52)
Исходные данные к расчету:
Крутящий момент Pz=228,5 ;
f=0,15 – коэффициент трения;
D=55 A=38 B=60 конструктивно;
2,5- минимальный коэффициент запаса;
![]() Н
Н
Сила прижима вычисляется по формуле:
![]() (53)
(53)
где: k – коэффициент запаса, k=2,5 /1/;
.Где Z-сила пружины Z=250Н
![]()
По полученным данным определяется диаметр поршня D пневмоцилиндра по формуле:
 (54)
(54)
где р -рабочее давление в пневмоцилиндре (р=0,7 МПа);
η - коэффициент полезного действия пневмоцилиндра
Принимается стандартный диаметр поршня:
D=63 мм.
Уточняется сила, действующая на входе в пневмоцилиндр по формуле:
![]() (55)
(55)
![]()
Сила зажима определяется по формуле:
![]() (56)
(56)
![]()
Тогда усилие зажима детали W=2028,29 Н
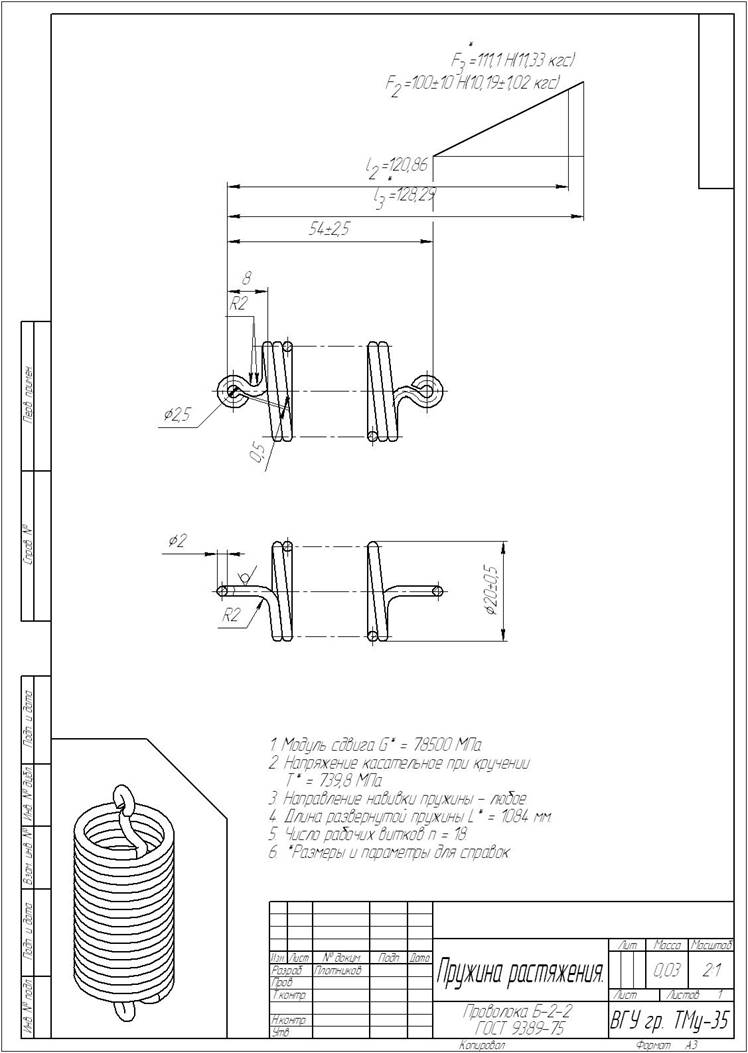
Подбор пружин осуществляем с применением системы автоматического расчёта пружин КОМПАС-SPRING чертежи пружин и их характеристики преведены в записке.
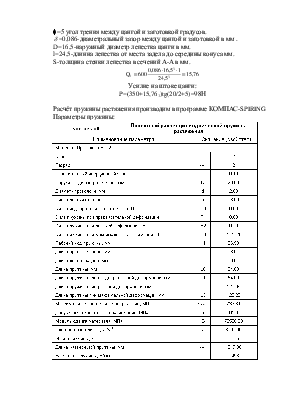
Расчёт цанг зажимающего усилия цанги.
P=(Q+Q1)tg(a/2+f)
Q=350Н – сила центрирующего зажима заготовки
Q1-усилие необходимое для разжатия лепестков до соприкосновения.
![]()
где:
a=20-угол конуса цанги градусов
f=5 угол трения между цангой и заготовкой градусов.
![]() =0,086-диаметральный
зазор между цангой и заготовкой в мм .
=0,086-диаметральный
зазор между цангой и заготовкой в мм .
D=16,5-наружный диаметр лепестка цанги в мм.
l=24,5-длинна лепестка от места задела до середины конуса мм.
S-толщина стенки лепестка в сечений А-А в мм.
![]()
Усилие на штоке цанги:
P=(350+15,761)tg(20/2+5)=98Н
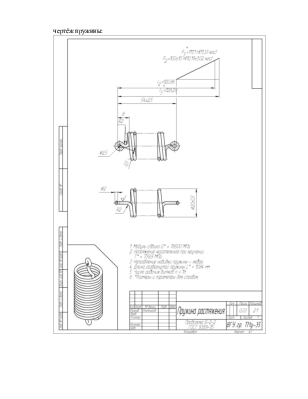
Расчёт пружины растяжения производим в программе КОМПАС-SPIRING
Параметры пружины:
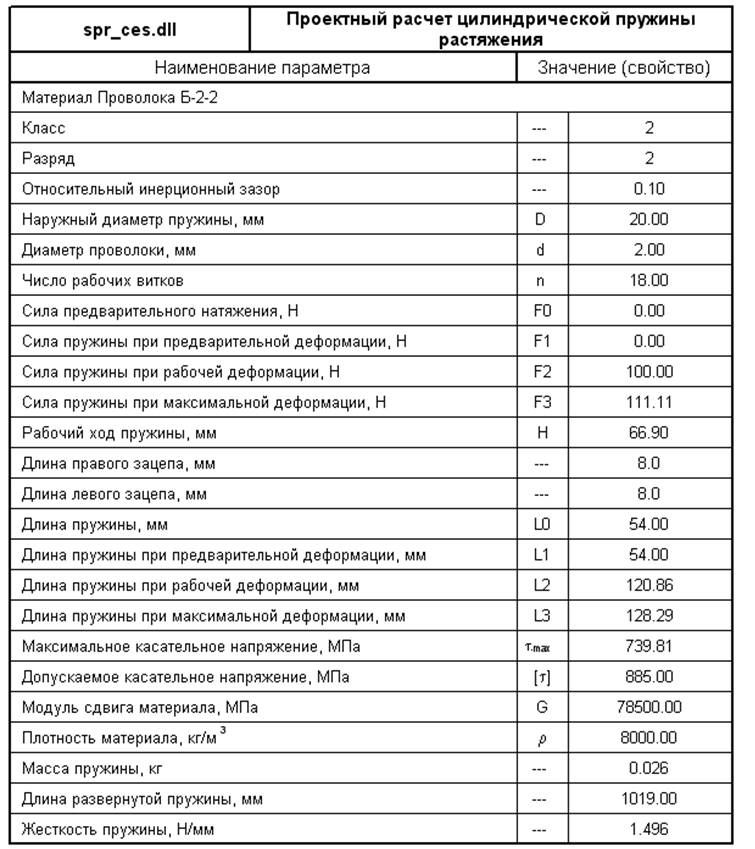
чертёж пружины:
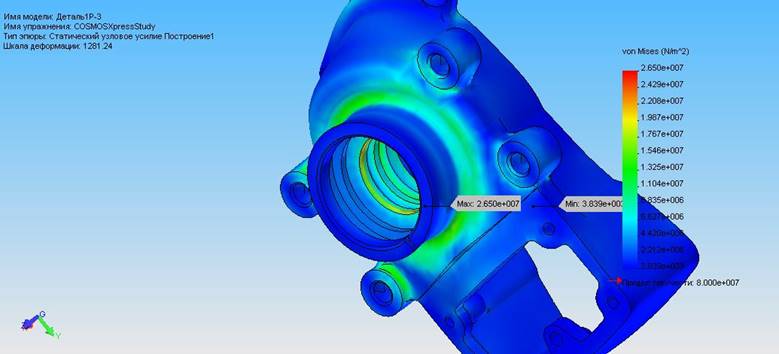
С помощью COSMOSXpress который даёт результаты анализа проектирования базируются на линейном статическом анализе, и предполагается анизотропный материал. Линейный статический анализ предполагает, что: 1) поведение материала является линейным согласно закону Гука, 2) индуцированные смещения являются достаточно небольшими, чтобы не учитывать изменения в жесткости в результате нагрузки, и 3) нагрузки прикладываются медленно, чтобы не учитывать динамические эффекты.
Результаты деформаций статических усилий:
Результаты перемещений под дёйствием усилий зажима:
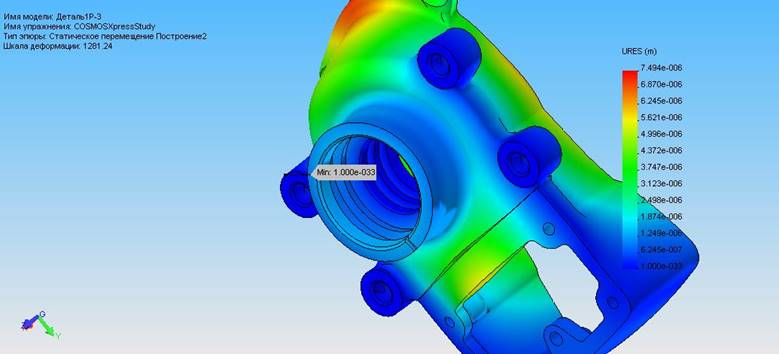
Рисунок отражающий красным места превышения предела текучести:
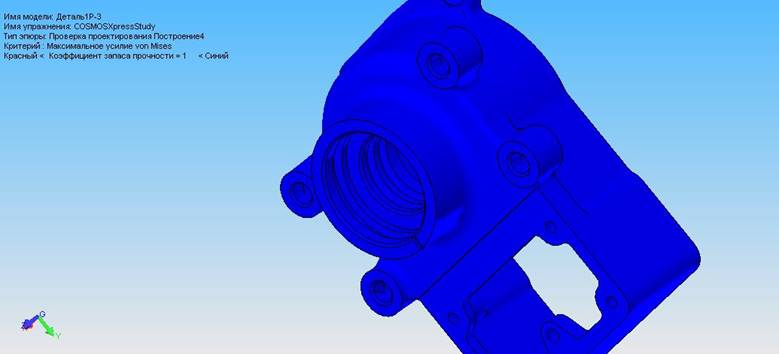
Коэффициент запаса текучести равен равен 3,017.
4.2 Описание конструкции и точностной расчёт контрольного приспособления.
4.2.1 Описание устройства и принцип действия
Контрольное приспособление используется для измерения биения бобышки диаметром 23h8 относительно отверстия диаметром 17Н7.
Описание конструкции контрольного приспособления производится в соответствии с чертежом графической части ТПЖА.0401383.219.СБ.
Приспособление состоит из корпуса поз 8. в который запрессован корпус шпинделя 4 , в котором вращается шпиндель поз1, в шпиндель запрессована цанга поз 2 ,которая закрепляет деталь, через отверстие цанги в сквозное отверстие шпинделя выходит шток цанги 3 связанный через группу: толкатель 14, рычаг толкателя 17, шток пружины 6 с кулачком 12, посредством пружины растяжения поз 28 .Кулачок сидит на валу кулачка 9, закреплённом во втулках 11 и 10 на валу кулачка закреплён рычаг 15. Индикатор приспособления 40 закреплён в корпусе индикатора 23 и закреплён втулкой разжимной поз 19 поджим осуществляется поджимом индикатора 26. Ножка индикатора упирается в площадку рычага 18, рычаг закреплён в корпусе индикатора на полуосях 20. Корпус индикатора закреплён на подвижной плите 22 которая скользит по корпусу 8, и её ход ограничен направляющими 24 и ограничителями 25.
Принцип действия приспособления: контролёр устанавливает деталь на цангу и торец шпинделя поворачивает рукоятку которая закреплена на валу вместе с кулачком который толкает толкатель который через подпружиненный рычаг 1:1 толкателя, и шток пружины растягивает пружину которая вздействует через шток цанги и разжимает цангу.
После поворота ручки контролёр сдвигает поджав головку индикатора до упора плиту подвижную с закреплённой на ней корпусом индикатора и самим индикатором. Подведя плиту контролёр отпускает головку индикатора, Деталь закреплена и приспособление готово к измерению.
Измерение производится поворотом шпинделя (на шпинделе нанесена насечка) и снимаются показания индикатора.
Для измерения используется индикатор часового типа ИЧ5 ГОСТ577-68.
4.2.2 Точностной расчёт.
Определяется приведённая погрешность измерения по формуле:
![]() ,
(47)
,
(47)
где ![]() ИНД
- погрешность измерения индикатором,
ИНД
- погрешность измерения индикатором, ![]() =0,002
мм.
=0,002
мм.
![]() ОСИ
-погрешность посадки рычага на ось
ОСИ
-погрешность посадки рычага на ось ![]() =0,002мм
=0,002мм
![]() См
= (0,005+0,002) мм – биение цанги эксцентриситет втулки детали на пальце;
определяется по формуле:
См
= (0,005+0,002) мм – биение цанги эксцентриситет втулки детали на пальце;
определяется по формуле:
![]()
![]() -предельная
погрешность измерения не должна превышать 35% от допуска на биение бобышки
диаметром 23h8 относительно отверстия диаметром 17Н7:
-предельная
погрешность измерения не должна превышать 35% от допуска на биение бобышки
диаметром 23h8 относительно отверстия диаметром 17Н7:
![]() (49)
(49)
![]()
0,00906мм < 0,0105мм -> условие выполняется.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.