Нагретая до температуры прокатки (1120° С) заготовка после установки гидросбива (3)
поступает непосредственно в 1-ю клеть черновой группы (4) стана, состоящей из
6-ти двухвалковых клетей. Первые три клети имеют диаметр валков - 550 мм и
длину бочки – 550 мм. Валки стальные 150ХНМ. Остальные три клети с диаметром
валков 390-450 мм, и длиной 120 мм. Валки чугунные СПХН51 или стальные 150ХНМ.
Промежуточная группа клетей (6) состоит из 6-ти чередующихся вертикальных и
горизонтальных клетей консольного типа с 390-450 мм, и длиной 120 мм,
остальные горизонтальные и вертикальные клети с диаметром валковых шайб
340 - 390 мм, и длиной 100 мм. Вторая промежуточная группа клетей (8)
состоит из четырех чередующихся вертикальных и горизонтальных клетей
консольного типа с диаметром валковых

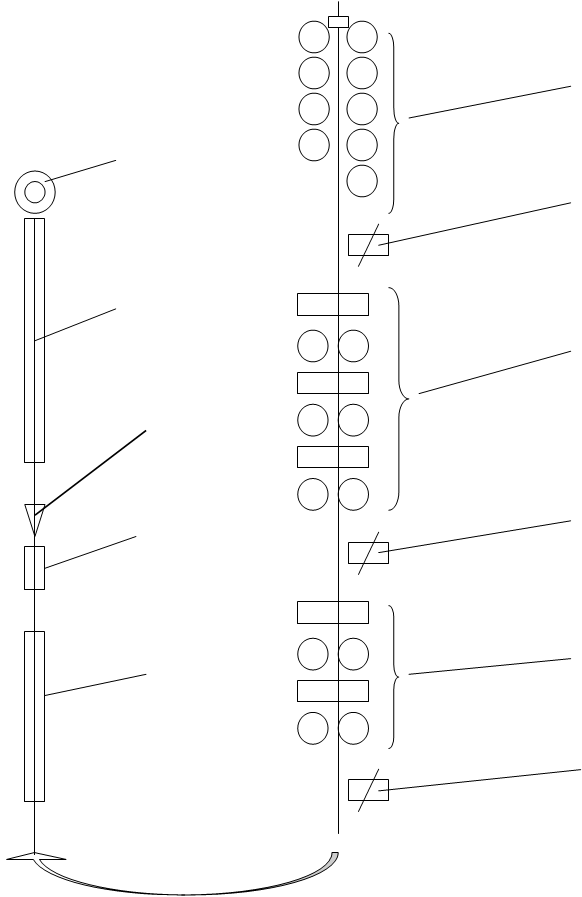
Рисунок 2.2 - Стан
150.Схема расположения основного оборудования.
шайб 295-340 мм, и длиной
бочки 50 мм. Все валковые шайбы изготовлены из твердого сплава ВК30 . Привод
всех валков и валковых шайб диаметром валковых шайб в первой горизонтальной и
первой вертикальной индивидуальный двигателями постоянного тока мощностью 600
кВт с числом оборотов 1600 мин-1. В качестве привалковой арматуры
на стане используются роликовые коробки. Для обрези переднего конца проката
и аварийной порезки между группами клетей установлены летучие ножницы (5,7,9)
кривоподшипного типа. В качестве вытяжных систем для прокатки на стане
используется в основном система овал-круг. После прокатки во второй
промежуточной клети, круглый раскат диаметром 10.0 мм, по обводной трубке
поступает на 10-ти клетьевой проволочный блок типа Моргана (10).
Блок состоит из 10 рабочих кассет, которые приводятся через распределительную
коробку и два продольные вала от трех последовательно установленных
электродвигателей постоянного тока мощностью 1000 кВт с числом оборотов
0…600/900 об/мин. В качестве рабочего инструмента применяются валковые шайбы
из твёрдого сплава ВК 15 и ВК 28-30: - 21-24 клети имеют шайбы диаметром
210/190 мм , 25-30 клети имеют шайбы диаметром 159/143 мм. На каждой шайбе и на
ролике трайбаппарата по два ручья. Скорость прокатки 90 м/с. Температура
прокатки 970° С.
Для обеспечения
заданного качества катанки, выявления поверхностных дефектов и проверки
соответствия фактических размеров после проволочного блока периодичность отбора
проб – не реже 1 раза в 30 мин.