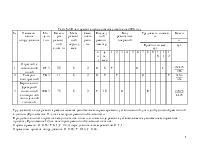
Результаты расчета и выбора типа производства представим в виде табл. №3.
Табл.№3 Выбор типа производства.
|
№ |
Наименование детали. |
Показатель относ. трудоемкости. |
Рекомендуемый тип производства. |
|
1 |
1 |
1.592 |
массовое |
|
2 |
2 |
0,393 |
серийное |
Глава 2. Организация участка механической обработки деталей.
ВАРИАНТ 1. Организация участка механической обработки 2-й детали в серийном производстве.
2.1.1 Расчет потребного количества оборудования.
![]() где
где ![]() - расчетное количество станков данного типоразмера (для выполнения i
операции.)
- расчетное количество станков данного типоразмера (для выполнения i
операции.)
![]() - потребное время обработки деталей на i операции, нормо∙ч.
- потребное время обработки деталей на i операции, нормо∙ч.
![]() - эффективный фонд времени единицы оборудования, ч.
- эффективный фонд времени единицы оборудования, ч.
Потребный фонд времени для участка серийного производства равен
![]() ,
нормо∙ч.
,
нормо∙ч.
![]() , станко∙ч.
, станко∙ч.
где ![]() - штучное время обработки на i операции.
- штучное время обработки на i операции.
![]() - число деталей к запуску.
- число деталей к запуску.
![]() - коэффициент, учитывающий затраты подготовительно-заключительного
времени на переналадку i оборудования.
- коэффициент, учитывающий затраты подготовительно-заключительного
времени на переналадку i оборудования.
Этот коэффициент рассчитывается следующим образом:
![]()
![]()
где ![]() - процент подготовительно-заключительного времени.
- процент подготовительно-заключительного времени.
Коэффициент загрузки i вида оборудования рассчитывается по формуле
![]()
где ![]() - принятое количество i вида оборудования.
- принятое количество i вида оборудования.
Операция №1 Заготовительная.
![]()
![]()
![]() , нормо∙ч.
, нормо∙ч.
![]() ,
станко∙ч.
,
станко∙ч.
![]() ,ч.
,ч.
![]() , ст.
, ст.
![]() = 1 , ст.
= 1 , ст.
![]()
Операция №2 Токарная.
![]()
![]()
![]() , нормо∙ч.
, нормо∙ч.
![]() , станко∙ч.
, станко∙ч.
![]() , ч.
, ч.
![]() ,ст.
,ст.
![]() ,ст.
,ст.
![]()
Операция №4 Фрезерная.
![]()
![]() , нормо∙ч.
, нормо∙ч.
![]() , станко∙ч.
, станко∙ч.
![]() ,ч.
,ч.
![]() ,ст.
,ст.
![]() ст.
ст.
![]()
Табл.№4 расчет потребного оборудования.
|
№ |
Типо- размер оборудо- вания. |
Потреб- ный фонд времени, нормо∙ч. |
Плано- вый коэф-т вып-я нормы Кв. |
Потреб- ный фонд времени, станко∙ч. |
Эффект- ный фонд времени. Тэф. |
Потребное количество оборудования |
Коэф загр- ки. Кз. |
|
|
расчет- ное |
при- нятое |
|||||||
|
1 |
ОТ-3 |
204,87 |
1,15 |
178,15 |
329,28 |
0,54 |
1 |
0,54 |
|
2 |
ТВ-3 |
132,56 |
1,15 |
115,27 |
329,28 |
0,35 |
1 |
0,35 |
|
3 |
ФВ-3 |
85,18 |
1,15 |
74,07 |
325,92 |
0,23 |
1 |
0,23 |
2.1.2 Организация и планирование ремонтов оборудования.
Структура межремонтного цикла.
К-О-Т1-О-Т2-О-С1-О-Т3-О-Т4-О-С2-О-Т5-О-Т6-О-К
К - капитальный ремонт
О - осмотр
Т - текущий ремонт
С - средний ремонт
Табл.№5 План ремонта оборудования участка на 2006 год.
|
№ |
Наимено- вание оборудования |
Мо- дель, тип. |
Катего- рия ремонт- ной слож-ти |
Меж- ремонт- ный период, мес. |
Смен- ность рабо- ты. |
Послед- ний ремонт, осмотр. |
Вид ремонтных операций |
Трудоем-ть по мес., ч. |
Всего |
|||||||||||
|
ч |
||||||||||||||||||||
|
Простои по мес., сут. |
сут. |
|||||||||||||||||||
|
в и д |
да- та, мес. |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
|||||||
|
1 |
Отрезной с ножовочной пилой |
ОТ-3 |
5,5 |
8 |
2 |
О |
8 |
Т |
О |
С |
|
|||||||||
|
2 |
Токарно- винторезный |
ТВ-3 |
11 |
8 |
2 |
О |
9 |
Т |
О |
Т |
|
|||||||||
|
3 |
Вертикально- фрезерный консольный с поворотной шпиндельной головкой. |
ФВ-3 |
7,5 |
8 |
2 |
Т |
10 |
О |
К |
|
||||||||||
Трудоемкость вида ремонта рассчитывается умножением нормы времени, установленной для одной условной ремонтной единицы (Приложение 11.), на категорию ремонтной сложности.
Продолжительность простоя каждого станка в том или ином виде ремонта устанавливается умножением норматива простоя (Приложение 12) на категорию ремонтной сложности станка.
Нормы времени: О=0,85; Т=6,1; С=23,5; перед капитальным ремонтом О=1,1.
Нормативы простоя оборудования: О=0,05; Т=0,14; С=0,33.
ВАРИАНТ 2. Организация участка механической обработки 1-й детали в массовом производстве.
2.2.1. Расчет ритма однопредметной непрерывно-поточной линии.
Ритм однопредметной непрерывно-поточной линии следует рассчитывать по формуле:
![]()
где ![]() - ритм поточной линии, мин.
- ритм поточной линии, мин.
![]() - эффективный фонд времени единицы оборудования, ч.
- эффективный фонд времени единицы оборудования, ч.
![]() - число деталей к запуску.
- число деталей к запуску.
![]() ,мин.
,мин.
2.2.2. Синхронизация операций технологического процесса на поточной линии.
При организации непрерывно-поточной линии необходимо обеспечить равенство или кратность времени выполнения любой операции ритму.
1. Проверка соответствия времени выполнения каждой операции ритму потока:
![]()
где ![]() - штучное время обработки на i операции, мин.
- штучное время обработки на i операции, мин.
![]() - ритм поточной линии, мин.
- ритм поточной линии, мин.
![]() - любое целое число.
- любое целое число.
![]() - отклонение штучного времени на операцию от ритма
линии, %
- отклонение штучного времени на операцию от ритма
линии, %
(это отклонение не должно превышать 12%.)
Табл.№6 Проверка соответствия штучного времени и предварительная синхронизация операций.
|
№ |
Наимено- вание операции. |
Продолжи- тельность операции. |
|
Ц (округление) |
Отклонение от ритма
|
|
|
1 |
Заготови- тельная. |
12 |
2 |
2 |
0 |
0 |
|
2 |
Токарная. |
11 |
1,8 |
2 |
-0,2 |
3,3 |
|
3 |
Фрезерная. |
11 |
1,8 |
2 |
-0,2 |
3,3 |
|
4 |
Разметоч- ная. |
8 |
1,3 |
1 |
0,3 |
5 |
|
5 |
Фрезерная. |
11 |
1,8 |
2 |
-0,2 |
3,3 |
|
6 |
Слесарная. |
14 |
2,3 |
2 |
0,3 |
5 |
2.2.3. Расчет количества рабочих мест на поточной линии.
Потребное количество рабочих мест на поточной линии рассчитывается для каждой операции технологического процесса по формуле:
![]()
где ![]() - потребное количество рабочих мест на поточной линии.
- потребное количество рабочих мест на поточной линии.
![]() - штучное время обработки на i операции, мин.
- штучное время обработки на i операции, мин.
![]() - ритм поточной линии, мин.
- ритм поточной линии, мин.
Расчетное количество оборудования
по каждой операции округляется до ближайшего целого числа в большую сторону
(если дробная часть больше 0,1.) Принятое количество - ![]() .
.
Коэффициент загрузки оборудования:
![]()
Расчеты потребного количества оборудования представим в виде таблицы:
Табл.№7 Расчет потребного количества рабочих мест и загрузки оборудования на поточной линии.
|
№ |
Наименова- ние опера- ции. |
Типо- размер и марка обору- дования. |
Расчетное количество раб. мест. |
Принятое количество раб. мест. |
Коэф- фициент загрузки. |
||
|
1 |
Заготови- тельная. |
ОТ-1 |
2 |
2 |
1 |
||
|
2 |
Токарная |
ТВ-3 |
1,8 |
2 |
0,9 |
||
|
3 |
Фрезерная |
ФВ-3 |
1,8 |
2 |
0,9 |
||
|
4 |
Разметоч- ная. |
_ |
1,3 |
2 |
0,65 |
||
|
5 |
Фрезерная |
ФВ-3 |
1,8 |
2 |
0,9 |
||
|
6 |
Слесарная |
- |
2,3 |
3 |
0,77 |
||
Общее количество рабочих мест на поточной линии рассчитывается по формуле:
![]()
![]() рабочих
мест.
рабочих
мест.
2.2.4. Расчет скорости и длины конвейера.
При организации поточной линии необходимо предусмотреть в качестве транспортного средства непрерывно движущийся конвейер.
Скорость движения конвейера рассчитаем по формуле:
![]() ,
м/мин.
,
м/мин.
где ![]() - скорость движения ленты.
- скорость движения ленты.
![]() - расстояние между осями двух смежных деталей на
поточной линии (принимается в зависимости от габаритных размеров и веса детали
в пределах 1,0-1,5 м.)
- расстояние между осями двух смежных деталей на
поточной линии (принимается в зависимости от габаритных размеров и веса детали
в пределах 1,0-1,5 м.)
![]() - ритм поточной линии, мин.
- ритм поточной линии, мин.
![]() ,
м/мин.
,
м/мин.
Расчет длины конвейера производится по формуле:
![]() ,
м.
,
м.
где ![]() - длина конвейера, м.
- длина конвейера, м.
![]() - расстояние между осями двух смежных рабочих мест,
расположенных по одну сторону конвейера, м (принимается в зависимости от занимаемой
оборудованием производственной площади в пределах 2,0-4,0.).
- расстояние между осями двух смежных рабочих мест,
расположенных по одну сторону конвейера, м (принимается в зависимости от занимаемой
оборудованием производственной площади в пределах 2,0-4,0.).
![]() - общее количество мест на поточной линии.
- общее количество мест на поточной линии.
![]() ,
м.
,
м.
Если ![]() ›50 м, оборудование следует располагать по обе стороны.
›50 м, оборудование следует располагать по обе стороны.
2.2.5. Расчет потребного количества и загрузки оборудования на участке.
![]() где
где ![]() - расчетное количество станков данного типоразмера (для выполнения i
операции.)
- расчетное количество станков данного типоразмера (для выполнения i
операции.)
![]() - потребное время обработки деталей на i операции, нормо∙ч.
- потребное время обработки деталей на i операции, нормо∙ч.
![]() - эффективный фонд времени единицы оборудования, ч.
- эффективный фонд времени единицы оборудования, ч.
Потребный фонд времени для участка массового производства равен
![]() ,
нормо∙ч.
,
нормо∙ч.
![]() , станко∙ч.
, станко∙ч.
где ![]() - штучное время обработки на i операции.
- штучное время обработки на i операции.
![]() - число деталей к запуску.
- число деталей к запуску.
![]() - коэффициент, учитывающий затраты подготовительно-заключительного
времени на переналадку i оборудования.
- коэффициент, учитывающий затраты подготовительно-заключительного
времени на переналадку i оборудования.
Этот коэффициент рассчитывается следующим образом:
![]()
![]()
где ![]() - процент подготовительно-заключительного времени .
- процент подготовительно-заключительного времени .
Коэффициент загрузки i вида оборудования рассчитывается по формуле
![]()
Операция №1 Заготовительная.
![]()
![]()
![]() , нормо∙ч.
, нормо∙ч.
![]() ,
станко∙ч.
,
станко∙ч.
![]() ,ч.
,ч.
![]() , ст.
, ст.
![]() = 2 , ст.
= 2 , ст.
![]()
Операция №2 Токарная.
![]()
![]()
![]() , нормо∙ч.
, нормо∙ч.
![]() , станко∙ч.
, станко∙ч.
![]() , ч.
, ч.
![]() ,ст.
,ст.
![]() ,ст.
,ст.
![]()
Операция №3 Фрезерная.
![]()
![]() , нормо∙ч.
, нормо∙ч.
![]() , станко∙ч.
, станко∙ч.
![]() ,ч.
,ч.
![]() ,ст.
,ст.
![]() ст.
ст.
![]()
Операция №4 Фрезерная.
![]()
![]() , нормо∙ч.
, нормо∙ч.
![]() , станко∙ч.
, станко∙ч.
![]() ,ч.
,ч.
![]() ,ст.
,ст.
![]() ст.
ст.
![]()
Табл.№8 расчет потребного оборудования.
|
№ |
Типо- размер оборудо- вания. |
Потреб- ный фонд времени, нормо∙ч. |
Плано- вый коэф-т вып-я нормы Кв. |
Потреб- ный фонд времени, станко∙ч. |
Эффект- ный фонд времени. Тэф. |
Потребное количество оборудования |
Коэф загр- ки. Кз. |
|||
|
расчет- ное |
при- нятое |
|||||||||
|
1 |
ОТ-1 |
667,44 |
1,15 |
580,38 |
329,28 |
1,76 |
2 |
0,88 |
||
|
2 |
ТВ-3 |
611,82 |
1,15 |
532,02 |
329,28 |
1,62 |
2 |
0,81 |
||
|
3 |
ФВ-3 |
617,76 |
1,15 |
537,18 |
325,92 |
1,65 |
2 |
0,825 |
||
|
4 |
ФВ-3 |
617,76 |
1,15 |
537,18 |
325,92 |
1,65 |
2 |
0,825 |
||
2.2.6. Организация и планирование ремонтов оборудования.
Структура межремонтного цикла.
К-О-Т1-О-Т2-О-С1-О-Т3-О-Т4-О-С2-О-Т5-О-Т6-О-К
К - капитальный ремонт
О - осмотр
Т - текущий ремонт
С - средний ремонт
Рассмотрим по 1й строчке для каждого вида оборудования.
Трудоемкость вида ремонта рассчитывается умножением нормы времени
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.