























фрезерование замыкающей части замка, овального отверстия замка, шипа замка;
- фрезерование противовеса лапы замкодержателя;
- фрезерование овального отверстия замкодержателя;
- фрезерование квадратной части валика подъемника;
- обработка замка, замкодержателя, предохранителя и подъемника на заточном станке или шлифовальной машиной;
- проверка шаблонами.
При ремонте маятниковой подвески осуществляется:
- наплавка маятниковой подвески;
- обработка наплавленной поверхности на заточном станке или шлифовальной машине;
- проверка шаблоном.
4 Технически обоснованная норма времени ремонта автосцепного устройства
Расчет технически обоснованной нормы времени на разборку, ремонт и сборку автосцепного устройства будем осуществлять с учетом освидетельствования поглощающего аппарата.
Норму времени, необходимую для производства работ определим по формуле:
![]() (1)
(1)
где ![]() - оперативное время, мин.;
- оперативное время, мин.;
![]() - подготовительно заключительное время,
мин.;
- подготовительно заключительное время,
мин.; ![]() -
время организационного и технического обслуживания
Ра бочего места, мин.;
-
время организационного и технического обслуживания
Ра бочего места, мин.;
![]() -
время, связанное с естественными надобностями рабочего и отдыхом, мин.
-
время, связанное с естественными надобностями рабочего и отдыхом, мин.
При расчете норм времени принимаем [1]:
![]() (2)
(2)
![]() (3)
(3)
![]() (4)
(4)
При расчете составляющих нормы времени на разборку используем соотношения (2)-(4).
В соответствии с [7] принимаемым оперативным временем,
необходимое для разборки автосцепного устройства ![]() .
.
Тогда
![]()
![]()
![]()
Норма времени на разборку автосцепного устройства составляет [(1)]:
![]()
4.2 Технически обоснованная норма времени при производстве электросварочных работ
При ремонте деталей механизма автосцепного устройства ![]() [7]:
[7]:
![]()
![]()
![]()
![]()
4.3 Технически обоснованная норма времени обработку
После наплавки производятся:
- токарные работы:
а) расточка овального отверстия замка, ![]() [7]
;
[7]
;
б) обточка шипа замка, ![]() ;
;
в) обточка валика подъемника, ![]() ;
;
г) обточка верхнего плеча предохранителя, ![]() ;
;
д) рассверловка отверстия под шип замка, ![]() ;
;
е) рассверловка отверстия предохранителя, ![]() .
.
Норма времени на токарные работы:
![]()
- строгальные работы:
а) замыкающая часть замка, ![]() ;
;
б) противовес замкодержателя, ![]() ;в)
лапа замкодержателя,
;в)
лапа замкодержателя, ![]() ;
;
Норма времени на строгальные работы:
![]()
- фрезерные работы:
а) замыкающая часть замка, ![]() ;
;
б) овальное отверстие замка, ![]() ;
;
в) шип замка, ![]() ;
;
г) противовес замкодержателя, ![]() ;
;
д) лапа замкодержателя, ![]() ;
;
е) овальное отверстие замкодержателя, ![]() ;
;
ж); квадратная часть валика подъемника, ![]() ;
;
Норма времени на выполнение фрезерных работ:
![]()
Общее время на обработку:
![]()
4.4 Технически обоснованная норма на выполнение слесарных работ.
При выполнении слесарных работ производится обработка на заточном станке или шлифовальной машине, разделка трещин для заварки, проверка шаблонами до и после ремонта.
В соответствии с нормами времени [7] принимаем
оперативное время на выполнение слесарных работ ![]() Тогда:
Тогда:
![]()
![]()
![]()
![]()
5 Выбор оборудования и оснастки
5.1 Оборудование, приспособления для технологического процесса и их эскизы
На производственных участках вагоноремонтных предприятий автосцепки снимают с вагонов и ставят их на место отремонтированных с помощью различных самоходных тележек, имеющих несколько гнезд на поворотном и подвижном подъемнике, предназначенном для установки и транспортировки автосцепок.
Для ремонта автосцепного устройства оборудуются подвижными или стационарными стендами обычно с поворотными гнездами на 4-12 мест для установки ремонтируемых автосцепок, самоходными саморазгружающимися тележками для транспортировки мелких деталей, моечными машинами или выварными ваннами, сварочными агрегатами, установки для проведения магнитопорошковой дефектоскопии, стендами–контователями, прессами для правки с нагревательной печью, шлифовальными машинами. Кроме того, производственные участки оборудованы долбежным, поперечнострогальным, вертикально- и горизонтально – фрезерным, токарным, а также специальными приспособлениями для обработки замка, шипа и других деталей.
Приспособление для строгания или фрезерования замыкающей поверхности замка (рисунок 8) состоит из основания (стальной лист) 1, на котором размещены зажимные болты 2, указатели 7 наименьшей допускаемой толщины замка и упоры 3, 4 и 5, обеспечивающие установку замка под углом 50 (что необходимо при обработки поверхности).
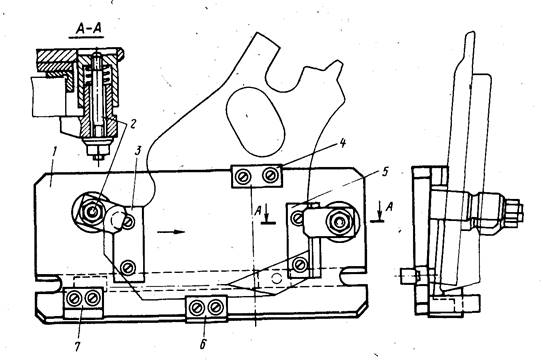
Рисунок 8 – Приспособление для обработки замыкающей поверхности замка
К приспособлению установленному на столе строгального или вертикально-фрезерного станка, болтами 2 крепится замок таким образом, что бы его нижняя часть касалась выступа опоры 5, а торцовая поверхность упиралась в установочную призму 6. Поверхность зацепления обрабатывают резцом на строгальном станке или торцовой фрезой на вертикально-фрезерном станке, предусмотренного чертежом, что определяется по указателю 7; расстояние между резцом и указателем должно быть не более 1 мм.
Наиболее сложной операцией при ремонте деталей механизма сцепления является обработка цилиндрических поверхностей после наплавки. Такие операции рекомендуется выполнять на фрезерном станке с применением специальных приспособлений (рисунок 9). Оно состоит из основания 2, на котором закреплены установочные пластины для правильного расположения деталей и зажимы для их закрепления. Обрабатываемый замок устанавливается так, чтобы его ударная поверхность прижималась к упору 10, а нижняя опорная часть — к планке 9, и закрепляется в таком положении планками 8 и 5, причем планку 5 поворачивают, чтобы она упиралась в упор 6.
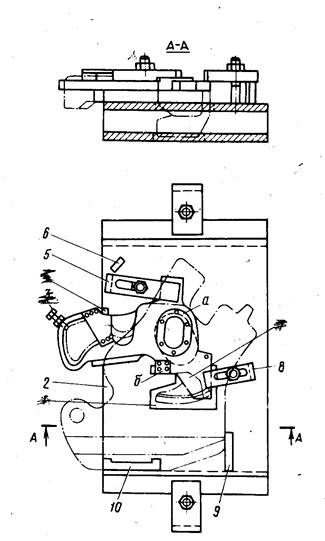
Рисунок 9 – Приспособление для обработки замка и замкодержателя
Наплавленные поверхности шипа для предохранителя и станки овального
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.