Задание
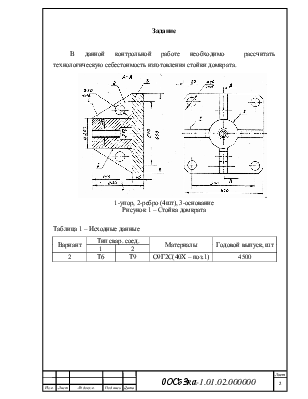
В данной контрольной работе необходимо рассчитать технологическую себестоимость изготовления стойки домкрата.
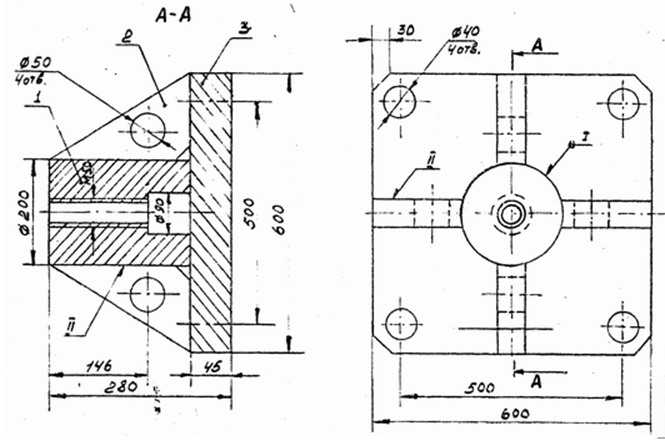
1-упор, 2-ребро (4шт), 3-основание
Рисунок 1 – Стойка домкрата
Таблица 1 – Исходные данные
|
Вариант |
Тип свар. соед. |
Материалы |
Годовой выпуск, шт |
|
|
1 |
2 |
|||
|
2 |
Т6 |
Т9 |
О9Г2С(40Х – поз.1) |
4500 |
Содержание
1 Определение типа производства…………………………………..………..….4
2 Расчет количества оборудования, рабочих мест основных и вспомогательных рабочих……..……………………..………….………….5
3 Расчет загрузки технологического оборудования и составлений графика-регламента работы…………………...………………….…..…….……..…..7
5 Расчет трудоемкости выполнения сварных работ на год ………………..….8
6 Расчет численности работающих в цехе ………………………………….…10
7 Расчёт фонда зарплаты рабочих…………………………………………...….11
8 Расход сварочных материалов и электроэнергии……………………………12
9 Определение текущих затрат на материалы…………………………………14
10 Расчет цеховой себестоимости………………………………………..……..15
Список использованных источников…………………………………………...17
1 Определение типа производства
Тип сварочного производства определим в зависимости от габаритов, массы, сложности конструкции, годовой программы выпуска.
Массу изделия определяем по формуле
![]() ,
(1)
,
(1)
где ![]() - масса
исходного материала, кг;
- масса
исходного материала, кг;
![]() - объем
исходного материала, м3;
- объем
исходного материала, м3;
![]() - удельная
плотность материала, кг/м3.
- удельная
плотность материала, кг/м3.
![]()
![]()
![]()
![]()
Конструкция является среднегабаритной, годовой выпуск 4500 шт.
Тип производства - серийный, характеризуемый широкой номенклатурой изготовляемых изделий и большим объемом выпуска изделий. Характеристика типа производства указана в таблице 2.
Таблица 2 - Характеристика типа производства
|
Тип производства |
Годовая программа деталей одного типоразмера |
||
|
Крупные до 15000 кг |
Средние до 2000 кг |
Малые до 100 кг |
|
|
Индивидуальное |
До 5 |
До 10 |
До 100 |
|
Серийное |
5 - 1 000 |
10 - 5 000 |
100 - 50 000 |
|
Массовое |
Более 1 000 |
Более 5 000 |
Более 50 000 |
2 Расчет количества оборудования, рабочих мест основных и вспомогательных рабочих
Расчет количества технологического оборудования производится на основе годовой трудоемкости сварочных работ проводимых в цехе, планируемого коэффициента выполнения норм, эффективного фонда времени работы оборудования. Определяется расчетное количество Ср и принятое Спр.
Расчетное количество единиц технологического оборудования (рабочих мест) Ср определяется по формуле (2)
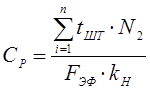 ,
(2)
,
(2)
где n – число операций сварочного процесса;
![]() -
норма времени выполнения i
– й операции (или элемента операции), ч;
-
норма времени выполнения i
– й операции (или элемента операции), ч;
![]() -
годовой объем выполнения сварочных работ, шт.;
-
годовой объем выполнения сварочных работ, шт.;
![]() -среднегодовой
эффективный фонд времени работы оборудования, ч;
-среднегодовой
эффективный фонд времени работы оборудования, ч;
![]() -
среднее значение выполнения норм времени,
-
среднее значение выполнения норм времени, ![]() =1,0 -
1,2.
=1,0 -
1,2.
Эффективный фонд времени работы оборудования рассчитывается следующим образом
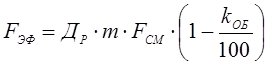 ,
(3)
,
(3)
где ![]() -
количество рабочих дней в году, дн.,
-
количество рабочих дней в году, дн., ![]() = 256 -
258;
= 256 -
258;
![]() -
сменность работы,
-
сменность работы, ![]() = 1 - 2;
= 1 - 2;
![]() -
продолжительность рабочей смены, ч;
-
продолжительность рабочей смены, ч;
![]() -
плановые простои оборудования от номинального фонда времени работы
оборудования, %,
-
плановые простои оборудования от номинального фонда времени работы
оборудования, %, ![]() = 3 - 8.
= 3 - 8.
Общее количество рабочих дней в году:
365-(104+10)=256
Действительный годовой фонд времени рабочих представлен в таблице 3.
Таблица 3 - Действительный годовой фонд времени рабочих
|
Продолжительность |
Эффективный годовой фонд времени, ч |
Потери номин. годового фонда времени, % |
Действительный годовой фонд времени, ч |
|
|
Рабочей недели, ч |
Основного отпуска, дни |
|||
|
40 |
18 |
2048 |
8 |
1840 |
Нормативная
трудоемкость включает в себя подготовительно-заключительное (![]() ),
основное (
),
основное (![]() ) и
вспомогательное (
) и
вспомогательное (![]() )
время, а также время на обслуживание рабочего места (
)
время, а также время на обслуживание рабочего места (![]() ), время
на отдых и личные надобности (
), время
на отдых и личные надобности (![]() ), т.е.
соответствует величине штучного времени:
), т.е.
соответствует величине штучного времени:
![]() =
=![]() +
+![]() +
+![]() +
+![]() +
+![]() (4)
(4)
Основное время рассчитывается, исходя из скорости сварки (V, м/ч) и длины свариваемых швов (l, м)
![]() ,
(5)
,
(5)
где l - длина свариваемых швов, м;
n – количество проходов при сварке;
V – скорость сварки, м/ч.
Длину шва для сварки упора принимаем lуп = 0,63.
Длину шва для сварки ребер принимаем lр = (0,46+0,38)*4=3,36.
tосн=(0,63+3,36)*7/10=2,8
Остальные составляющие штучного времени можно определить укрупнено - пропорционально основному времени. Рекомендуются следующие соотношения:
- вспомогательное время ![]() = 10-15
% от
= 10-15
% от ![]() , tВСП = 0,28
ч;
, tВСП = 0,28
ч;
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.