снижению расхода древёсины, химикатов, электрической и тепловой энергии на производство целлюлозы;
- снижению производственных потерь;
- улучшению качества, выпускаемой продукции (его характеристики стабилизируются);
- улучшению условий труда обслуживающего персонала;
- предотвращает аварийные ситуации
По данным фирмы Valmet внедрение АСУ ТП периодической варки целлюлозы позволяет получить:
- уменьшение разбега числа Каппа (отклонений от заданного значения) на 10-50 %
- увеличение выхода целлюлозы по варке до 2 %
- уменьшение расхода пара на 5-15 %
- стабилизацию расхода пара на 20-50 %
- повышение производительности до 5 %
- экономию химикатов до 5 %
- уменьшение числа эксплуатационного персонала на 0-20 чел.
- улучшение управляемости в переходных и аварийных ситуациях
- улучшение способности обработки данных
- уменьшение человеческих ошибок.
Используя эти данные и данные из фактической калькуляции варки целлюлозы за август 2005г можно подсчитать ориентировочную экономию за счёт уменьшения расхода пара на 15 %. Экономия за год может составить:
Э = 12*(0,15*4722649) = 8500768,2 руб.
АСУ ТП в необходимых объемах должна автоматизировано выполнять следующий основной набор функций:
- сбор, обработку и анализ информации (сигналов, сообщений, документов и т. п.) о состоянии объекта управления;
- выработку управляющих воздействий (программ, планов и т. п.);
- передачу управляющих воздействий (сигналов, указаний, документов) на исполнение и ее контроль;
- реализацию и контроль выполнения управляющих воздействий;
- обмен информацией (документами, сообщениями и т. п.) с взаимосвязанными автоматизированными системами.
Для стабильной и надежной работы варочных котлов системой управления должны решаться следующие основные задачи:
- управление загрузкой котлов
- управлениетемпературным режимом варки
- управление сдувками (давления в варочных колах)
- управление выдувкой массы
- управление процессом регенерации
- система автоматических защит и блокировок
- автоматическая сигнализация
Для решения этих задач производится контроль, регулирование и регистрация параметров технологического процесса, отображение их на пульте оператора, а также срабатывание защит и сигнализации при выходе их за заданные значения, которые определяются на основании обеспечения безопасной работы варочных котлов:
Автоматический контроль
- давление в варочном котле
- уровень в варочном котле
- уровень в регенерационной цистерне
- давление пара в паропроводе
- температура пара в паропроводе
- расход свежей воды
- расход пара на цех
- общий расход кислоты на цех
- расход пара в теплообменник
- давление в регенерационной цистерне
- давление пара на уплотнение
- температура вверху котла
- температура внизу котла
- расход пара на котёл (в теплообменник)
- уровень в конденсатоотводчике
- вес котла
- расход кислоты на котёл
- содержание SO2 в варочном растворе
- pН конденсата в теплообменнике
- температура сдувок
- расход щёлока на перепуск
- температура щёлока на перепуск
- температура в трубопроводе вакуумизации
- разряжение в трубопроводе вакуумизации
- давление в напорной линии насоса циркуляционного насоса
- давление в конденсатоотводчике
- влажность щепы
Автоматическое регулирование:
- расход пара на уплотнение
- давление в варочном котле
- перепуск щелока
- температура в варочном котле
- расход пара в теплообменник
- уровень в конденсатоотводчике
- температура сдувок
- разряжение в трубопроводе вакуумизации
- давление в напорной линии насоса циркуляционного насоса
- давление в регенерационной цистерне
Примечание: жирным шрифтом выделены пункты, которые предлагается включить в новую систему.
Сигнализация: предупредительная сигнализация должна оповещать оператора:
- об отклонениях параметров от нормы и непредвиденном отключении отдельных элементов оборудования;
- о неисправностях в схеме защиты и аварийной сигнализации;
- о срабатывании локальных защит.
Защита: должна обеспечить сохранность оборудования и безопасность эксплуатации при аварийных отклонениях параметров или неисправности отдельных элементов оборудования. В дополнение к системе аварийной защиты на котле должны быть блокировки.
3. Анализ системы автоматизации (АСУ ТП)
В зависимости от показателей качества целлюлоза должна изготовляться следующих марок:
|
Наименование показателей |
Марки |
||||||
|
С |
К |
В |
Э |
Д |
Б |
Н |
|
|
1. Механическая прочность при размоле в мельнице ЦРА до 60о ШР, разрывная длина, не менее, м |
8000 |
7500 |
7000 |
6500 |
6500 |
6500 |
4000 |
|
2. Прочность на излом при перегибах, не менее |
300 |
250 |
250 |
250 |
200 |
150 |
50 |
|
3. Белизна, % не менее |
85,0 |
85,0 |
85,0 |
85,0 |
85,0 |
85,0 |
80,0 |
|
4. Массовая доля смол и жиров, % не более |
1,0 |
1,0 |
1,0 |
1,0 |
1,0 |
1,0 |
1,5 |
|
5. рН водной вытяжки |
6,0-7,0 |
6,0-7,0 |
6,0-7,0 |
6,0-7,0 |
6,0-7,0 |
6,0-7,0 |
6,0-7,0 |
|
6. Сорность, шт. для соринок площадью от 0,1 до 1,5 мм2 не бол в том числе: св. 1,0 до 1,5 мм2 св. 1,5 мм2 не более |
70 5 3 |
70 5 3 |
70 5 3 |
100 5 4 |
120 10 5 |
120 10 9 |
500 30 40 |
|
7. Влажность, % не более |
20 |
20 |
20 |
20 |
20 |
20 |
20 |
Таблица 1. ТУ 5411-005-43508418-2002
Целлюлоза сульфитная белёная из хвойной древесины должна изготавливаться в соответствии с требованиями настоящих технических условий по технологическому регламенту.
В котёл загружается: 125 пл. м3 древесины
130 м3 кислоты.
Расход химикатов: сода – 170 кг/т сера – 120 кг/т.
Выход с котла: 25 тонн готовой целлюлозы.
Непровар: не более 3,0%, сучки не допускаются.
Целлюлоза небеленая жесткость 75-105 пер.ед. (метод определения по Беркману).
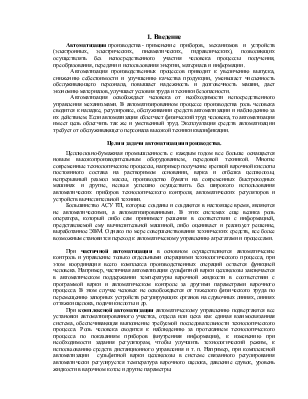
Процесс варки и продолжительность всех операций, начиная с осмотра котла и кончая выдувкой, осуществляется в соответствии с температурным графиком варки.
Температурный график варки /полный оборот котла/
Таблица 2
Наименование операций |
Продолжительность операций, час-мин |
|
Осмотр котла Загрузке щепы с уплотнением Закачка кислоты с перепускомЗаварка до температуры 105-110°C Стоянка при температуре 105-115°C /пропитка/ Подъём до температуры 140-145°C Стоянка на конечной температуре и сдувка газа ВыдувкаИТОГО: |
0 час.10 мин 0 час.50 мин 0 час.30 мин 1 час.30 мин - 1 час.40 мин 1 час.50 мин - 2 час.30 мин 1 час.40 мин - 2 час.00 мин 2 час.20 мин 0 час.15 мин 9 час.05 мин - 10 час.15 мин |
Управление температурным режимом осуществляет варщик в ручном режиме. Для выполнения заданного температурного графика варщик, согласно показаниям термометра, увеличивает или уменьшает подачу греющего пара в котёл (при помощи клапана на паропроводе), так чтобы температура в котле нарастала по заранее намеченной кривой.
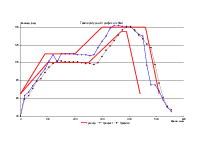
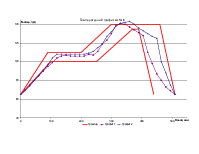
Для анализа температурного режима взяты данные (диаграммы с самописцев) за сутки по варочному котлу № 4 от 25.02.2005 и по варочному котлу № 6 от 23.06.2005. На диаграммах можно выделить по два полных оборота котлов № 4 и № 6.
На приведённых рисунках нанесены границы температурного профиля в каждый период варки согласно технологическому регламенту и выполнено наложение данных с диаграмм на эти границы (в пределах которых допускаются колебания температуры в варочном котле).
Как видно из графиков, в некоторые периоды варки температурный профиль не соответствует заданному. Реальные кривые вплотную приближаются к границе, либо вовсе выходят
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.