Для определения этих параметров необходимо знать годовую программу КРЦ. Исходя из того, что годовая программа вагоносборочного цеха N = 11000 ваг/год, а необходимость в колесных парах для прилежащих ПТО составляет 2200 колесных пар в год, подсчитаем годовую программу ремонта колесных пар.
![]()
![]()
Если изделия передвигаются с одной позиции поточной линии на другую не поштучно, а установленными партиями, тогда выпуск изделий будет происходить не через промежуток времени, равный такту, а равный отрезку времени называемом ритмом работы поточной линии.
Ритм выпуска колесных пар из ремонта составит:
К параметрам, характеризующим развитие и построение потока в пространстве, относятся фронт работы, количество позиций, длина поточных линий и их количество.
Фронтом работы называют определенное количество одновременно ремонтируемых объектов, размещенных в соответствующем порядке в цехе, на производственном участке. В зависимости от принятой технологии и конструктивных особенностей объектов ремонта общий фронт работы может быть разделен на отдельные фронты.
В вагоноремонтном производстве фронт работы измеряется в единицах ремонтируемых вагонов, тележек, колесных пар и других частей вагонов, размещенных на определенном пространстве и одновременно подвергающихся ремонту.
При поточном производстве следует различать общий фронт работы предприятия (цеха или участка) и фронт работы поточной линии.
Если принять обозначения:
-
![]() - план выпуска колесных пар за год;
- план выпуска колесных пар за год;
-
![]() - время простоя одной колесной пары
в ремонте;
- время простоя одной колесной пары
в ремонте;
-
![]() - годовой фонд рабочего времени, то
- годовой фонд рабочего времени, то
исходя
из того, что время простоя колесных пар в ремонте составляет ![]() , подсчитаем фронт работы КРЦ с
учетом подхода колесных пар с ПТО, который составит:
, подсчитаем фронт работы КРЦ с
учетом подхода колесных пар с ПТО, который составит:

При наличии позиции дефектоскопирования и выходного
контроля, а так же обмера параметров колесных пар время ремонта увеличивается и
составляет ![]() , а следовательно:
, а следовательно:
 .
.
Поточная линия ремонта колесных пар имеет следующие необходимые позиции:
1. приемка колесных пар из под вагонов (осмотр, освидетельствование)
2. демонтаж буксовых узлов колесных пар
3. обмывка колесных пар, а так же параллельно промывают детали буксового узла (подшипники, буксы и детали торцевого крепления)
4. дефектоскопирование колесных пар на предмет выявления внутренних дефектов (несплошностей, раковин, трещин и т.п.)
5. обмер параметров колесных пар
6. обточка колесных пар
7. монтаж буксовых узлов колесных пар
8. выходной контроль и приемка колесных пар
Определим фронт работы на каждой из 8-ми позиций для
этого в соответствии с типовыми нормами времени разделим ![]() на
на ![]() .
.
Поз.1.
приемка, освидетельствование колесных пар ![]()
Поз.2.
демонтаж колесной пары ![]()
Поз.3.
обмывка колесных пар и букс ![]()
Поз.4.
дефектоскопирование колесных пар ![]()
Поз.5.
обмер параметров колесных пар ![]()
Поз.6.
обточка колесных пар ![]()
Поз.7.
монтаж буксовых узлов колесных пар ![]()
Поз.8.
выходной контроль и приемка колесных пар ![]()
Для обеспечения выполнения заданной программы ремонта колесных пар необходимо рассчитать, количество производственного персонала цеха, их списочное и явочное количество.
![]()
Для подсчета явочного количества рабочих выведем формулу следующим образом:
- количество часов ![]() ;
;
- годовой план ![]() ;
;
- план за смену – 126,57 кп/см;
- ритм выпуска колесных пар r = 11,5 кп/час
Пользуясь тем, что норма времени на каждой позиции, разная посчитаем:
-  кп/час –
количество произведенных колесных пар за час одним рабочим
кп/час –
количество произведенных колесных пар за час одним рабочим
- ![]() кп/см -
количество произведенных колесных пар за смену одним рабочим
кп/см -
количество произведенных колесных пар за смену одним рабочим
- ![]() кп/год -
количество произведенных колесных пар за год одним рабочим
кп/год -
количество произведенных колесных пар за год одним рабочим
 - количество
человек работающих на том или ином участке, где
- количество
человек работающих на том или ином участке, где
![]() - годовой план;
- годовой план;
![]() - норма времени
на позиции;
- норма времени
на позиции;
11 – количество рабочих часов в смене;
365 – количество рабочих смен в году;
2 – коэффициент, учитывающий график сменности.
Для определения количества рабочих на каждой позиции воспользуемся формулой описанной выше:
Поз.1. – бригадир  принимаем
– 5чел.
принимаем
– 5чел.
![]() принимаем –
5чел.
принимаем –
5чел.
Поз.2. – слесарь  принимаем
– 10чел.
принимаем
– 10чел.
![]() принимаем –
10чел.
принимаем –
10чел.
Поз.3. – машинист моечн. машины 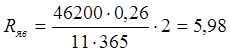 прин. – 6чел
прин. – 6чел
![]() принимаем –
7чел.
принимаем –
7чел.
Поз.4. – дефектоскопист 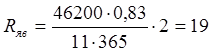 принимаем
– 19чел.
принимаем
– 19чел.
![]() принимаем – 21чел.
принимаем – 21чел.
Поз.5. – бригадир 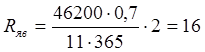 принимаем
– 16чел.
принимаем
– 16чел.
![]() принимаем –
18чел.
принимаем –
18чел.
Поз.6. – токарь 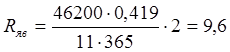 принимаем
– 10чел.
принимаем
– 10чел.
![]() принимаем –
11чел.
принимаем –
11чел.
Поз.7. – слесарь  принимаем
– 54чел.
принимаем
– 54чел.
![]() принимаем –
58чел.
принимаем –
58чел.
Поз.8. – приемщик  принимаем
– 2чел.
принимаем
– 2чел.
![]() принимаем –
3чел.
принимаем –
3чел.
Колесные пары из ВСЦ и с ПТО поступают на путь осмотра (I), где их осматривают для выявления неисправностей поверхности катания производят предварительный осмотр буксового узла со сдачей смазки на эксперт анализ и определяют объем требуемого ремонта (обыкновенное или полное, со сменой или без смены элементов, освидетельствование).
Колесные пары признанные годными к полному или обыкновенному освидетельствованию без смены элементов поступают на участок демонтажа буксового узла колесных пар (III), а все остальные по параллельному пути (II) выкатываются на улицу для отгрузки и отправки в ВКМ.
На участке демонтажа производят разборку буксового узла, а также обмывку подшипников, букс и деталей торцевого крепления на приспособленном для этого оборудовании.
Далее колесные пары с помощью трансбордерной тележки распределяются по двум потокам и поступают на обмывку к моечным машинам (6), после чего поступают на участок дефектоскопного контроля (7), а затем на оптический стенд (8). После измерения параметров колесные паря поступают на колесотокарные станки (9).
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.