








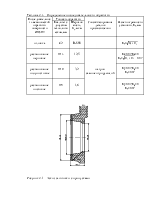














Последовательность механической обработки поверхности Ø105H9 |
Точность обработки |
Способ базирования детали в приспособлении |
Расчет погрешности установки, Еу, мм |
|
|
Квалитет с допуском технологическим, мм |
Шероховатость, Rа, мкм |
|||
|
отливка |
t2/2 |
Rz800 |
– |
Еу= |
|
растачивание черновое |
Н14 |
12,5 |
патрон самоцентрирующий |
Ез=0,07; Еб=0 Еу= |
|
растачивание получистовое |
Н10 |
3,2 |
Ез=0,07; Еб=0 Еу=0,07 |
|
|
растачивание чистовое |
Н8 |
1,6 |
Ез=0,07; Еб=0 Еу=0,07 |
|
Рисунок 2.1 – Эскиз заготовки с припусками
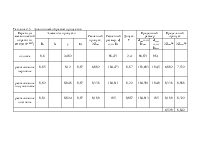
Таблица 2.5 – Аналитический расчёт припусков
|
Переходы механической обработки Ø105Н9(+0,087) |
Элементы припуски |
Расчётный припуск, 2Zmin |
Расчётный размер, dp или Dp |
Допуск, Т |
Предельный размер |
Предельный припуск |
|||||
|
Rz |
h |
ρ |
Еу |
dminили Dmin |
dmax или Dmax |
2Zminпр |
2Zmaxпр |
||||
|
отливка |
0,6 |
- |
2,402 |
- |
- |
98,471 |
2,4 |
96,071 |
98,1 |
- |
- |
|
растачивание черновое |
0,05 |
- |
0,12 |
0,07 |
6,002 |
104,473 |
0,87 |
103,603 |
104,5 |
6,002 |
7,532 |
|
растачивание получистовое |
0,02 |
- |
0,048 |
0,07 |
0,338 |
104,811 |
0,22 |
104,591 |
104,9 |
0,338 |
0,988 |
|
растачивание чистовое |
0,01 |
- |
0,024 |
0,07 |
0,189 |
105 |
0,087 |
104,913 |
105 |
0,189 |
0,322 |
|
6,529 |
8,842 |
||||||||||
Выполняем расчёт ρ:
![]() (2.1)
(2.1)
где ρкор – коробление; ρкор=![]() 105 мкм=0,105
мм,
105 мкм=0,105
мм,
ρсм – смещение; ρсм= Тз=2,4 мм.
![]() 2,402
мм
2,402
мм
![]() 0,12
мм
0,12
мм
![]() 0,048
мм
0,048
мм
![]() 0,024
мм
0,024
мм
Выполняем расчёт припусков:
2Zmin= ( 2.2)
( 2.2)
2Zmin р.чер=![]() мм
мм
2Zmin р.п/ч=![]() мм
мм
2Zmin р.ч=![]() мм
мм
Выполняем расчёт размеров:
Dp р.п/ч=105-0,189=104,881 мм
Dp р.чер=104,881-0,388=104,473мм
Dp отл=104,473-6,002=98,471мм
Рассчитываем предельные размеры:
Dmin отл=98,471-2,4=96,071 мм
Dmin р.чер=104,473-0,87=103,603 мм
Dmin р.п/ч=104,811-0,22=104,591 мм
Dmin р.ч=105-0,087=104,913 мм
Рассчитываем предельные припуски:
2Zmaxпрр.ч=105-104,811=0,189 мм
2Zmaxпрр.п/ч=104,811-104,473=0,338 мм
2Zmaxпрр.чер=104,473-98,471=6,002 мм
2Zminпрр.ч=104,913-104,591=0,322 мм
2Zminпрр.п/ч=104,591-103,603=0,988 мм
2Zminпрр.чер=103,603-96,071=7,532 мм
Проверочный расчёт:
2,4-0,87=1,53 7,532-6,002=1,53
0,87-0,22=0,65 0,988-0,338=0,65
0,22-0,087=0,133 0,322-0,189=0,133
Z0 =6,529×2,4-0,087=8,842 мм
D0=105-8,842=98,158 мм
Рассчитываем массу спроектированной заготовки:
![]() , кг
(2.3)
, кг
(2.3)
где mд – масса детали; mд =1,5 кг,
mотх – масса отходов; mотх= Vотх×ρ, кг.
Vотх
1= м3
м3
Vотх
2= м3
м3
Vотх
3= м3
м3
Vотх
4= м3
м3
Vотх= Vотх 1+Vотх 2+ Vотх 3+ Vотх 4=27553+26189+4147+2323=60836 м3
mотх= Vотх×ρ=60836,675×7,2×10-6=0,4 кг
mз= 1,44+0,4=1,84 кг
Н.расх= 1,1mз.=1,1×1,84=2,02 кг
 Рисунок 2.2
– Схема графического расположения полей допусков и припусков на обрабатываемой
поверхности Ø105Н9(+0,087)
Рисунок 2.2
– Схема графического расположения полей допусков и припусков на обрабатываемой
поверхности Ø105Н9(+0,087)
2.3 Разработка проектного технологического процесса
2.3.1 Анализ базового технологического процесса и составление последовательности обработки для проектируемого техпроцесса
Последовательность операций механической обработки детали «Крышка» КЗК-10-0202117 по существующему на предприятии техпроцессу:
010 Токарно-винторезная
1. Установить и закрепить деталь
2. Точить поверхность 1
3. Открепить и снять деталь
020 Токарная с ЧПУ
1. Установить и закрепить деталь
2. Подрезать торец 5
3. Расточить отверстие 6
4. Расточить отверстие 7
5. Расточить фаску 4
6. Точить поверхность 2 с подрезкой торца 1
7. Точить фаску 3
8. Точить канавку 9
9. Открепить и снять деталь
030 Токарно-винторезная
1. Установить и закрепить деталь
2. Подрезать торец 8
3. Открепить и снять деталь
040 Вертикально-сверлильная
1. Установить и закрепить деталь
2. Сверлить три отверстия 1 последовательно с поворотом детали
3. Открепить и снять деталь
050 Слесарная
1. Установить и закрепить деталь
2. Зачистить заусенцы после сверления отверстий
3. Открепить и снять деталь
Проанализировав заводской техпроцесс в соответствии с среднесерийным типом производства, с целью повышения степени механизации путем применения станков с ЧПУ вместо универсального оборудования. Предлагаю все операции выполнить на TC600. Маршрут обработки представлен в МК и в сводной таблице режимов резания.
2.3.2 Выбор и обоснование технологических баз
Черновая база выбирается один раз и на первой операции с наименьшими припусками под обработку, или которая вообще не обрабатывается.
На 010 операции в качестве черновой базы выбирается необработанная наружная поверхность; где лишается заготовка четырех степеней свободы: двойной направляющей и опорной базы – одной степени свободы.
В качестве чистовых технологических баз следует принимать те элементы детали, которые являются базами конструкторскими и измерительными, что уменьшает погрешность базирования, т.к. выполняется принцип совмещения баз.
Проанализировав базовые поверхности, можно сделать вывод, что соблюден принцип постоянства и совмещения баз.
2.3.3 Выбор оборудования и технологической оснастки
Таблица 2.6 – Выбор оборудования
|
Номер операции |
Код и модель станка |
Наименование станка |
Действительный фонд времени работы оборудования в зависимости от категории ремонтной сложности станка |
Стоимость станка млн.руб |
Паспортные данные |
|||||
|
Размеры посадочного элемента |
Предельные размеры обрабатываемых заготовак |
Габаритные размеры, мм |
Мощность, кВт |
Ряд частот, мин-1 |
Ряд подач, мм/об |
|||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
|
010 |
3811132хххх TC600 |
комплексная с ЧПУ |
25/3904 |
962,4 |
250/315 |
600х 400х 450 |
2,5×1,6×2 |
15/19 |
1-6000 |
0,1-100 |
Таблица 2.7 – Выбор установочно – зажимные приспособления
|
Номер операции и модель станка |
Приспособление |
||||
|
Код |
Наименование |
Тип привода |
Техническая характеристика |
Обозначение по стандарту |
|
|
1 |
2 |
3 |
4 |
5 |
6 |
|
010 TC600 |
396100хххх |
патрон 250 BHSMW |
Данамический б/с |
диаметр 250/315 |
— |
Таблица 2.8 – Выбор режущего инструмента
|
Номер операции и модель станка |
Режущий инструмент |
||||
|
Код и наимено-вание режущего инструмен-та |
Материал режущей части |
Техническая характерис-тика |
Обозначение по стандарту |
Приме-няемая СОТС |
|
|
010 TC600 |
проходной |
IC 9015 |
H×B=20×20 |
MWLNR 2020K-08W |
эмульсия |
|
проходной |
IC 9015 |
H×B=20×20 |
MWLNL 2020K-08W |
||
|
канавочный |
IC 908 |
H×B=25×25 |
PCHR25-24 |
||
|
расточной |
IC9015 |
H×B=20×20 |
A32S SVUNL-12 |
||
|
расточной |
IC9015 |
H×B=20×20 |
A32S SVUNR-12 |
||
|
сверло |
VHM |
Ø13 |
Guhring 2463 |
||
Таблица 2.9 – Выбор вспомогательного инструмента
|
Номер операции и модель станка |
Код и наименование вспомогательного инструмента |
Установка |
Обозначение по стандарту |
|||
|
вспомогательного инструмента на станке |
режущего инструмента на вспомогательном |
|||||
|
способ |
размеры посадочного элемента |
способ |
размеры посадочного элемента |
|||
|
010 TC600 |
392849хххх револьверная головка |
в станке |
– |
– |
– |
– |
Таблица 2.10 –Выбор измерительного инструмента
|
Номер операции и модель станка |
Код и наименова-ние инструмен-та |
Диапазон измере-ния инстру-мента |
Точность измеряе-мого инструмен-та |
Допуск измеряемо-го размера |
Обозначение по стандарту |
|
010 TC600 |
393141ххххпробка |
1-360 |
0,01 |
0,87 |
012-81 40-3002 |
|
393311ххххштангенциркуль |
0-125 |
0,1 |
2,0 |
ГОСТ 1412-89 |
|
|
393120хххх скоба |
1-360 |
0,01 |
0,063 |
ГОСТ 18360-93 |
2.4 Разработка операционного технологического процесса
2.4.1 Определение режимов резания на проектируемые операции
На 010 Комплексная с ЧПУ рассчитываем режимы резания по ОНРР.
Переход 1 – Подрезать торец 8.
Рисунок 2.2 – Эскиз операционной обработки поверхности 8
Режущий инструмент: проходной , оснащенный пластинами из твердого сплава IC9015, H×B=20×20
Геометрические параметры: φ=60 °; γ =12 ° ; α =12 °.
Режимы резания:
1.Глубина резания:  3
мм;
3
мм;
2.Стойкость инструмента: Т=180 мин;
3.Подача : рекомендуемая So=0,20 – 0,36 мм/об принимаем Sо=0,20 мм/об;
4.Скорость резания: V=Vт×к1× к2× к3 м/мин, (2.4)
где Vт = 343 м/мин к1=1,2 – коэффициент, учитывающий качество обрабатываемой поверхности;
к2=1,15 – коэффициент, учитывающий состояние поверхности заготовки;
к3=0,95 – коэффициент, учитывающий материал инструмента.
V = 343×1,2×1,15×0,95= 450 м/мин
5. Частота вращения: n= ,мин-1,
(2.5)
,мин-1,
(2.5)
где V = 450 м/мин;
D = 158 мм.
n= 907
мин-1
907
мин-1
6. Подача минутная: Sм= Sо× n =0,2×907=181,4 мм/мин (2,6)
7. Проверочный расчёт по мощности станка:
Nтабл=1,4кВТ; KN=1.0
 кВт (2.7)
кВт (2.7)
Nрез≤1,2×Nдв×ŋ (2.8)
6,6≤1,2×16×0,8 – обработка возможна
6,6≤15,36
Расчёт машинного времени:
 (2.9)
(2.9)
Lраб.х =![]() 18 мм (2.10)
18 мм (2.10)
 0,09
0,09
Переход 4 – Сверлить 3 отверстия 1
Рисунок 2.3 – Эскиз операционной обработки поверхности 1
Выбор режущего инструмента: спиральное сверло из VHM с циллендрическим хвостовиком, нормальной заточки, Ø 13 мм, длинна рабочей части l=52 мм, длиной с конусом L=133 мм.
Геометрические параметры: 2φ=112°; ψ=40°; α=6°; ω=30°; γ=3°.
Режимы резания:
1.Глубина резания:  6,5
мм; (2.11)
6,5
мм; (2.11)
2.Стойкость инструмента: Т=60 мин;
3.Подача на оборот: рекомендуемая Sо=0,2–0, 5 мм/об [карта 31], принимаем Sо=0,4 мм/об ;
4.Скорость резания: V=Vт×кс× кт м/мин, (2.12)
где Vт = 40 м/мин [карта 36,лист 1];
кс=1 – коэффициент, учитывающий глубину отверстия; кт=1,1 – коэффициент, учитывающий стойкость инструмента.
V=40×1×1,1=44 м/мин
5.Частота вращения: n= ,мин-1,
(2.13)
,мин-1,
(2.13)
где V = 44 м/мин;
D = 13 мм.
n= 1020
мин-1
1020
мин-1
6.Подача минутная: Sм= Sо×n =0,4×1020=408 мм/мин; (2.14)
7.Действительная скорость резанья:
 (2.15)
(2.15)
8.Мощность потребляемая на резанье [карта 37]
N=1.1 кВт
9.Основное время:  ,
мин, (2.16)
,
мин, (2.16)
где L р.х.= ![]() 16
мм; (2.17)
16
мм; (2.17)
Sм=620 мм/мин;
i =3
 0.11 мин-1
0.11 мин-1
Таблица 2.11 – Сводная таблица режимов резания
|
Номер операции и модель станка |
Номер позиц ии, пере хода |
Наименование установа, суппорта, перехода |
Номер инструмента |
D или В, мм |
t, мм |
lрез, мм |
Lраб.х, мм |
i |
Подача |
n, мин-1 |
V, м/мин |
То, мин |
||||||||
|
Sо, мм/об |
Sм, мм/мин |
|||||||||||||||||||
|
010 Комплексная с ЧПУ |
Установ А |
|||||||||||||||||||
|
2 |
Подрезать торец 8 |
1 |
158 |
2 |
32 |
34 |
1 |
0,2 |
181,4 |
907 |
450 |
0,18 |
||||||||
|
3 |
Расточить отверстие 6 |
2 |
90 |
5 |
40 |
42 |
2 |
0,2 |
177 |
885 |
250 |
0,47 |
||||||||
|
Установ Б |
||||||||||||||||||||
|
1 |
Подрезать торец 5 |
3 |
158 |
3 |
50 |
53 |
2 |
0,2 |
181,4 |
907 |
450 |
0,58 |
||||||||
|
2 |
Точить поверхность 2 с подрезкой торца 1 |
3 |
125 |
3 |
25 |
27 |
2 |
0,1 |
81,5 |
815 |
320 |
0,66 |
||||||||
|
3 |
Точить фаску 3 |
3 |
125 |
1,6 |
6 |
7 |
1 |
0,1 |
81,5 |
815 |
320 |
0,08 |
||||||||
|
4 |
Точить канавку 9 |
4 |
115,8 |
4,6 |
7 |
8 |
1 |
0,05 |
37,1 |
742 |
270 |
0,21 |
||||||||
|
5 |
Расточить отверстие 7 |
5 |
105 |
3 |
35 |
37 |
2 |
0,1 |
75,8 |
758 |
250 |
0,97 |
||||||||
|
6 |
Расточить фаску 4 |
5 |
106 |
1,6 |
5 |
6 |
1 |
0,1 |
75,1 |
751 |
250 |
0,07 |
||||||||
|
7 |
Сверлить 3 отв. 1 |
6 |
13 |
6,5 |
13 |
15 |
3 |
0,4 |
408 |
1020 |
44 |
0.11 |
||||||||
|
итого |
∑3.33 |
|||||||||||||||||||
2.4.3 Нормирование проектируемой операции. Сводная таблица норма времени
Таблица 2.13 – Описание обработки на проектируемой операции
|
Наименование переходов технологических и вспомогательных |
Величина составляющих ТМВ, мин |
|
Установ А Подвод инструмента Подрезать торец 8 Отвод инструмента Замена частоты Замена подачи Замена инструмента Подвод инструмента Расточить отверстие 6 Отвод инструмента Замена частоты Замена подачи Замена инструмента Установ Б Подвод инструмента Подрезать торец 5 Отвод инструмента Замена частоты Замена подачи Подвод инструмента Точить поверхность 2 с подрезкой торца 1 Отвод инструмента Замена частоты Замена подачи Подвод инструмента Точить фаску 3 Отвод инструмента Замена частоты Замена подачи Замена инструмента Подвод инструмента Точить канавку 9 Отвод инструмента Замена частоты Замена подачи Замена инструмента Подвод инструмента Расточить отверстие 7 Отвод инструмента Замена частоты Замена подачи Подвод инструмента Расточить фаску 4 Отвод инструмента Замена частоты Замена подачи Замена инструмента Подвод инструмента Сверлить 3 отверстия 1 Отвод инструмента Возврат всех параметров в исходное положение Контроль размера |
0,02 0,02×2 0,02 0,06 0,07 0,2 0,02 0,02 0,02 0,06 0,07 0,2 0,02 0,02×3 0,02 0,06 0,07 0,02 0,02×2 0,02 0,06 0,07 0,02 0,02 0,02 0,06 0,07 0,2 0,02 0,02×3 0,02 0,06 0,07 0,2 0,02 0,02×2 0,02 0,06 0,07 0,02 0,02 0,02 0,06 0,07 0,2 0,02 0,02×3 0,02 0,2+0,07 0,07+0,07 |
|
Итого: |
∑3,11 |
1 То=3.33 мин
2 ТМВ=3.11 мин [таблица 2,13] – время машинно-вспомогательное;
3 ТВ= tус + tуп+ tизм (2.18)
3.1 tус=0.35 мин [ ОНВ, карта 2, лист 1, поз 2] – время на установку и снятие детали;
3.2 tуп1=0.03 мин [ ОНВ, карта 8, поз 2] – включить систему
tуп2=0.04 мин [ ОНВ, карта 8, поз 1] – установить и снять щиток от забрызгивания эмульсией;
tуп= tуп2+ tуп1=0.03+0.04=0.07 мин (2.19)
3.3 tизм1=0.08 мин [ ОНВ, карта 15, лист 5, поз 145] – время на измерение штангенциркулем;
tизм2=0.04 мин [ ОНВ, карта 15, лист 2, поз 22] – время на измерение скобой;
tизм3=0.5 мин [ ОНВ, карта 15, лист 10, поз 276] – время на измерение пробкой;
tизм=tизм1+tизм2+tизм3=0.08+0.04+0.5=0.62 мин (2.20)
ТВ =0.35+0.07+3.11=3,53 мин (2.21)
4 Тца= ТМВ+То=3.11+3.33=6.44 мин – время автоматического цикла (2.22)
5 Топ= Тца+ ТВ=6.44+3.53=9.97 мин – оперативное время (2.33)
![]() [
ОНВ, карта 16, поз 31]
[
ОНВ, карта 16, поз 31]
![]() [
ОНВ, карта 18, поз 1] – время на отдых и личные надобности
[
ОНВ, карта 18, поз 1] – время на отдых и личные надобности
6 мин –штучное
время (2.24)
мин –штучное
время (2.24)
7 ТпзА1=4 мин [ ОНВ, карта 26, поз 1] – время на получение наряда, чертежа, технической документации, программоносителя на рабочем месте;
ТпзА2=10 мин [ ОНВ, карта 26, поз 2] – время на получение режущего и вспомогательного инструмента, контрольно-измерительного инструмента, приспособления и заготовки исполнителем до начала и сдать их после окончания обработки детали;
ТпзА3=2 мин [ ОНВ, карта 26, поз 3] – время на ознакомление с работой, чертежом, технологической документацией, осмотр заготовки;
ТпзА4=2 мин [ ОНВ, карта 26, поз 4] – время на инструктаж мастера;
ТпзА= ТпзА1+ ТпзА2+ ТпзА3+ ТпзА4= 4 +10+2+2=18 мин (2.25)
ТпзВ1=2.5 мин [ ОНВ, карта 26, поз 8] – время на установку патрона;
ТпзВ2=0,4 мин [ ОНВ, карта 26, поз 21] – время на установку исходных режимов работы станка;
ТпзВ3=0.8 мин [ ОНВ, карта 26, поз 26] – время на ввод программы в память ЧПУ с программоносителя;
ТпзВ4=3 мин [ ОНВ, карта 26, поз 28] – время на установку исходных координат;
ТпзВ5=1.3х6 мин [ ОНВ, карта 26, поз 30] – время на установку инструмента на длину обработки;
ТпзВ6=0.3 мин [ ОНВ, карта 26, поз 31] – время на настройку устройства
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.