![]()
![]() D36
D36
SlNUMERIK 81 OD - EMCO-специальный
TRANSMIT
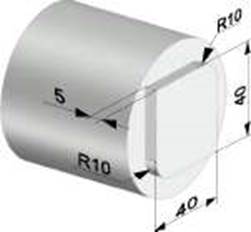
![]() Пример – контурное фрезерование
Пример – контурное фрезерование
![]()
|
программируемая траектория движения инструмента
![]()
|
G54 |
|
|
G53G0X...Z |
... (Z2=...) |
|
N1 T1 D1 |
;аксиальная торцевая фреза Ø10 |
|
TMCON |
;выбор плоскости G17 для TRANSMIT на шпинделе изделия |
|
G95 S950 M4 F0,1 |
;направление вращения инструмента, зависит от зажима инструмента! |
N200 G42 GO X40 Z5
GOZ-5
N201 G1 X20
N202Y10
N203G3X10Y20CR=10
N204 G1 X-20
N205Y-10
N206G3X-10 Y-20 110 JO
N207 G1 X20
|
траектория движения инструмента для компенсации радиуса резания |
N208 Y0
N209X40
|
; конечная точка ; возврат на плоскость G18 посредством отказа от выбора TRANSMIT ; возможный возврат шпинделя изделия к ведущему шпинделю |
Z10
G40G0X120M5
TMCOFF
SETMS(1)
M30
![]()
![]()
![]() D37
D37
TRACYL
SlNUMERIK 81 OD - EMCO-специальный
![]()
![]()
![]()
![]() Указание:
Указание:
С помощью программирования TRCON автоматически нужный шпиндель активируется как ведущий (привод инструмента).
Ось C позиционируется на "0".
• Перед сменой инструмента TMCOFF должен быть запрограммирован.
• Более подробную информацию см. В справочной литературе Siemens "Циклы".
TRACYL – цилиндрическая интерполяция
TRACYL → TRAnsform - CYLinder
Цилиндрическая поверхность переформируется в торцовую поверхность (развертка корпуса)
TRACYL применяется для контурного фрезерования на цилиндрической поверхности.
Выбор..................... TRCON (øкорпус цилиндра)
Отказ от выбора............................... TMCOFF
Перед выбором TRCON не должны производиться никакие процессы движения.
![]() Пример – контурное фрезерование
Пример – контурное фрезерование
![]() G54
G54
G53 G0 D0 X...Z... (Z2 = ...)
N1 T3 D1 ;радиальный AWZ, торцовое фрезерование 02
TRCON(30) ; выбор плоскости G19 для TRACYL на шпинделе изделия, инструмент ø30
G95 S1000 M3 ; направление вращения инструмента, зависит от крепления инструмента!
G0Y-1.5Z-31.5
G1 X29 F0.08
G42 Y-1.5Z-33
G1 Y-20
G2 Y-20Z-13CR=10
G1 Y-6.5
![]() G2 Y-6.5Z-16CR=1.5
G2 Y-6.5Z-16CR=1.5
Y-20
G3Y-20Z-30CR=7
G1 YO
Z-33
G40Y-1.5Z-31.5
G0X32
G0Z10
TMCOFF ; возврат на плоскость G18
посредством отказа от выбора TRACYL
G0X150Z150 M5
SETMS(1) ; возможный возврат шпинделя изделия к ведущему шпинделю
M30
![]() D38
D38
SlNUMERIK 81 OD - EMCO-специфический
TRACYL
![]() Пример– кулачковое фрезерование
Пример– кулачковое фрезерование
|
|
|
G54 G53G0D0X... Z.. N1 T1 D1 |
|
TRCON(24) |
(72 = ...) ; радиальный AWZ, торцовое фрезерование 05; выбор плоскости G19 для TRACYL на шпинделе изделия, деталь 024 ; направление движения инструмента, зависит от крепления инструмента!
G42 G0 Y0 Z1
G1 Z0 F0.06
MARK1:
G91 G3Y-2.224Z-0.987CR=3
G1 Y-4.059 Z-3.013
G2 Y-6.283Z-3.013 CR=3
G1 Y8.507 Z-0.987
G3 Y-12.566Z0 CR=3
ATRANS Y-12.566
MARK2:
REPEAT MARK1 MARK2 P5
;программный блок между
командой перехода 1 и 2; 5x
повторить G90 G40 G0 Z10 TMCOFF ;возврат на плоскость G18
посредством отказа от выбора TRACYL G0X150Z150M5 SETMS(1)
; возможный возврат шпинделя изделия к ведущему шпинделю
M30
![]() D39
D39
Многоугольная обточка
SlNUMERIK 81 OD - EMCO-специальный
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.