![]()
|
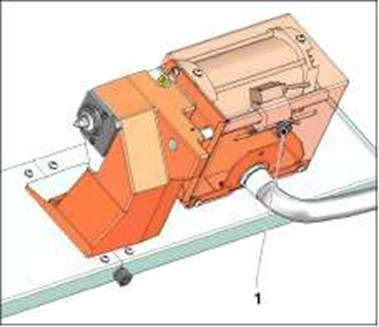
Настройка контроля конечных положений
![]()
![]() Указание:
Указание:
Если винт с накатанной головкой (1) смещается слишком быстро, на экране возможно появление сообщения "пиноль –отсутствие детали в зажиме!".
В этом случае корректная настройка реле невозможна.
Переместите пиноль в самое крайнее конечное положение и начните процесс настройки заново.
Настройка позиции зажима
Позиция пиноли задней бабки в целом контролируется 3 реле конечных положений. Два передвижных реле контролируют позицию зажима, в то время как прочно встроенный конечный выключатель распознает самое крайнее положение пиноли.
• Настроить режим работы "JOG".
•
![]() Переместить пиноль задней бабки посредством нажатия
кнопки в самое крайнее конечное положение.
Переместить пиноль задней бабки посредством нажатия
кнопки в самое крайнее конечное положение.
• Настроить желаемое давление пиноли (см. главу "B описание").
• Поместить деталь в зажим, переместить заднюю бабку в нужную позицию и закрепить.
• Ослабить винт с накатанной головкой (1) и переместить влево до упора по направлению к детали. Закрутить винт с накатанной головкой (1).
•
![]() Выдвинуть пиноль задней бабки посредством нажатия
кнопки
(установить состояние зажима).
Выдвинуть пиноль задней бабки посредством нажатия
кнопки
(установить состояние зажима).
На экране появится сообщение "пиноль в промежуточной позиции!".
• Ослабить винт с накатанной головкой (1) и медленно переместить вправо (от детали), пока сообщение на экране "пиноль в промежуточной позиции!" не сменится сообщением "дверцы станка открыты!".
Закрепить винт с накатанной головкой (1) в данной позиции.
• Закрыть дверцы станка.
Контроль настройки
![]() • Переместить пиноль задней бабки обратно посредством
нажатия кнопки .
• Переместить пиноль задней бабки обратно посредством
нажатия кнопки .
![]() • Снова
выдвинуть пиноль посредством нажатия кнопки . На экране не должно
появляться никаких сообщений.
• Снова
выдвинуть пиноль посредством нажатия кнопки . На экране не должно
появляться никаких сообщений.
![]()
![]() D30
D30
SlNUMERIK 81 OD - EMCO-специальный
Ошибка нулевой отметки
![]()
|
|
|
поддержка нулевой отметки (3)
диагностика (1)
диагностика станка (2)
Ошибка нулевой отметки
При столкновении ось может сместиться настолько, что однозначное определение ее нулевой позиции будет невозможно.
На экране возникает сигнал неисправности "нулевая отметка отсутствует" для соответствующей оси.
Корректировка ошибки нулевой отметки
• Переведите управление в сервисный режим (требуется пароль!).
• Открыть экран "нулевые точки". Нажать программируемые клавиши "Диагностика → диагностика станка → поддержка нулевой отметки.".
• Посредством перелистывания при помощи программируемой клавиши "+" выбрать соответствующую ось.
Выбранная ось, см. (A) на нижнем рисунке.
• Должны быть выполнены следующие условия:
|
Обслуживание |
|
|
1. |
[ half motor revolution ] [REFP_CAM_MARKER_DIST ] ± 0,300 |
|
2. |
[REFP_MOVE_DIST_CORR ] < 2 x [ half motor revolution ] > 0 |
|
3. |
[ REFP_CAM_SHIFT ] < 2 x [ half motor revolution ] > 0 |
• Если данные условия не выполняются, то оба параметра REFP_MOVE_DIST_CORR и REFP_CAM_SHIFT нужно корректировать.
Для обоих параметров неоходимо всегда задавать одинаковые величины!
• Сохранение значений посредством нажатия кнопки Reset.
• Заново настроить ось.

Осторожно:
После корректировки ошибки нулевой отметки обязательно проверьте нулевую позицию!
D31
Параметры станка
SlNUMERIK 810D -EMCO-специальный
![]() Параметры станка
Параметры станка
![]() Выбор с помощью
программируемых клавиш ПАРАМЕТРЫ – ПАРАМЕТРЫ СТАНКА.
Выбор с помощью
программируемых клавиш ПАРАМЕТРЫ – ПАРАМЕТРЫ СТАНКА.
Параметр станка счетчик деталей (L700) служит для учета всех деталей и рабочих данных.
Счетчик деталей 1 осуществляет подсчет с помощью M32/M30 и устанавливается заказчиком в позиции 1 замка-выключателя защиты данных.
Счетчик деталей 2 защищен паролем и может быть изменен только персоналом сервисной службы EMCO.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.