5.3. Слои:
5.3.1. Резистивный
5.3.2. Проводящий (нижние обкладки конденсаторов, проводники, КП)
5.3.3. Диэлектрический (диэлектрик конденсаторов)
5.3.4. Проводящий (верхние обкладки конденсаторов, проводники, КП)
5.3.5. Защитный слой (диэлектрик)
6. Методы изготовления пленочных элементов ИС
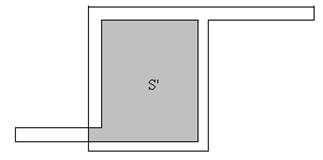
6.1. Толстые пленки
Получают методом сеткографии:
Через сетку с затвердевшим в необходимых местах фоторезистором продавливают специальную пасту, которая затем обжигается, при этом органические вещества испаряются, окислы металлов остаются.
Просто, резисторы до 1мОм, разброс параметров сопротивлений и конденсаторов до 30%, низкая временная и температурная стабильность.
6.2. Тонкие пленки
6.2.1. Термовакуумное испарение

После установки вещества в испаритель воздух откачивается, происходит нагрев. После начала испарения заслонка отодвигается, и частицы испаряющегося вещества через маску попадают на подложку.
Высокая скорость, но нельзя получать пленки из тугоплавких металлов, пленки неоднородны по составу.
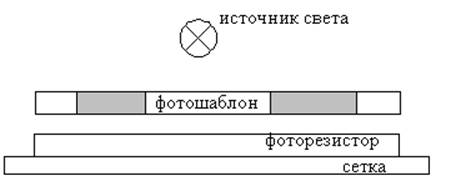
6.2.2. Катодное рапыление

Воздух откачивается, накачивается аргон, подается напряжение. Аргон ионизируется, и его частички (ионы) бомбардируют катод, выбивая из него частицы, которые летят во все стороны, в том числе и через сетку на подложку.
Однородные пленки, любой материал, нет высоких температур, низкая скорость.
7. Методы изготовления печатных плат
7.1. Методы создания токопроводящего покрытия
7.1.1. электрохимический (получение тонкого слоя меди в результате разложения сульфата меди), затем этот слой усиливают в гальванической ванне. Низкое качество покрытия, но медь можно вырастить в отверстиях
7.1.2. химический (на диэлектрическое поле приклеиваю фольгу, затем травлением получают рисунок). Высокое качество покрытия, но неприменимо к отверстиям
7.1.3. комбинированный
7.1.3.1.негативный (покрывают фольгой, потом травят отверстия, прошивают все отверстия проволокой и осаждают медь). В результате медь садится в само отверстие и размер КП должен быть достаточно большим, чтобы не сорвать.
7.1.3.2.позитивный (диэлектрик защищается фоторезистором, сверлится отверстие, выращивается медь, затем защищается палладием и смывается фоторезистор). В результате образуется надежный контакт, но палладий является дорогостоящим.
7.2. Методы изготовления многослойных печатных плат
7.2.1. попарного прессования (платы попарно прессуются, затем металлизируются отверстия между ними) – ограничение на связи
7.2.2. послойное наращивание (на плате наращивается слой диэлектрика с отверстиями для контактов, затем слой металла и т.д.) – до 6ти слоев
7.2.3. металлизация сквозных отверстий (платы запрессовываются через диэлектрик, затем сверлятся отверстия насквозь и металлизируются) – надежный контакт, более 15 слоев, низкая плотность монтажа
7.2.4. метод открытых КП (цепь реализуется в одном слое, затем из него выводится КП) - до 32 слоев, сложность проектирования, надежность.
8. Показатели надежности
8.1. Критерии безотказной работы
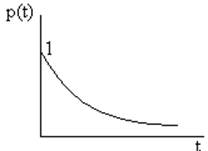
8.1.1. вероятность безотказной работы – вероятность того, что в заданном интервале времени при заданных условиях эксплуатации не произойдет отказ P(t) = P{T>t}, T – время от вкл до отказа
P(t) = 1-n(t)/N, N-общее число изделий, n-число изделий, отказавших за t
8.1.2. Вероятность отказа q(t) = 1-p(t)
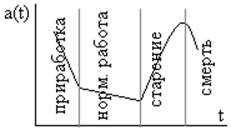
8.1.3. Частота отказов – отношение числа элементов, вышедших из сторя в единицу времени к общему числу элементов.
a(t) = q’(t)
8.1.4. Интенсивность отказов – отношение элементов, вышедших из строя в единицу времени к числу элементов, работающих к началу рассматриваемого промежутка времени, при условии, что отказавшие элементы не заменяются.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.