|
УО «БЕЛОРУССКИЙ ГОСУДАРСТВЕННЫЙ ЭКОНОМИЧЕСКИЙ УНИВЕРСИТЕТ» кАФЕДРА ТЕХНОЛОГИИ ВАЖНЕЙШИХ ОТРАСЛЕЙ ПРОМЫШЛЕННОСТИ ПАНЕВЧИК в.в. |
|
МЕТОДИЧЕСКИЕ УКАЗАНИЯ |
|
к курсу «Техническое нормирование процессов и продукции» по теме «Статистическое регулирование технологических процессов с применением ЭВМ» |
|
Минск 2008 |
Подготовил доцент к.х.н ,
Рецензент - доцент, к.т.н. . Кохно
В методических указаниях изложен метод статистического регулирования технологических процессов, который применяется для обеспечения требуемого качества продукции. На примере построения контрольных карт показано, как на практике осуществляется статистический контроль. Учитывая трудоемкость расчетов при построении контрольных карт».
Работа предназначена для студентов экономических специальностей, изучающих курс "Техническое нормирование процессов и продукции»; а также может быть полезна для усвоения знаний по курсу "Теория вероятностей и математическая статистика".
Введение
В общей проблеме повышения качества продукции немаловажное значение принадлежит контролю качества продукции. На многих предприятиях организационные формы и методы контроля, его техническая база отстали от современного состояния и технологии производства. Прогрессивными направлениями контроля, получившими в настоящее время широкое распространение во всех промышленно развитых странах мира, является: перенесение тяжести контроля с конечной продукции на контроль технологического процесса и внедрение статистических методов контроля.
Неразумность и нецелесообразность стремления обеспечить качество за счет технического контроля продукции подтверждает опыт японской промышленности, которая имеет самую низкую долю контролёров от общего числа рабочих - 1-5%, на западе и у нас - 15% и больше.
Статистические методы контроля основаны на законах теории вероятностей и математической статистики. Они, позволяют выносить правильное заключение о качестве продукции или точности технологического процесса по результатам ограниченного числа выборок.
Статистический контроль в широком понимании этого слова включает статистический анализ точности и стабильности технологических процессов, статистическое регулирование технологических процессов и статистический приемочный контроль /1/.
В данных методических указаниях рассматривается метод статистического регулирования технологических процессов.
I. Общие положения
Статистическое регулирование технологических процессов (СРТП) заключается в том, что в определенные моменты времени из совокупности единиц продукции, прошедших данный процесс, отбирают выборку и измеряют контролируемый параметр. По результатам измерений определяют одну из статистических характеристик, значение которой наносят наш контрольную карту, и в зависимости от этого значения принимают решение о корректировке процесса или о продолжении процесса без корректировки.
Задачи статистического регулирования: - контроль технологических процессов, склонных к частым разладкам и подверженных влиянию грубых помех; - контроль промежуточных операций. Внедрению методов СРТП обязательно должен предшествовать анализ точности и стабильности технологических операций /2,3/.
Основной характеристикой точности и стабильности является коэффициент рассеяния показателя качества Кв:
где W - поле рассеяния показателя качества равное 6 s (сигма);
δ (дельта) – поле допуска.
В производственных условиях технологическая операция может обеспечивать различную точность:
Кр<1 - в этом случае технологическая операция имеет запас точности (рис. 1-а).
Кр>1 - технологическая операция не удовлетворяет заданным требованиям точности, не вся получаемая продукция годная, так как поле рассеяния показателя качества выходит за пределы поля допуска (рис.1-б).
Кр = 1 - на этой технологической операции поле рассеяния показателя качества совпадает с полем допуска (рис.1-в).
Контрольная карта представляет собой график, вытянутый вдоль оси абсцисс, по которой откладывают номера проконтролированных выборок. По оси ординат откладывают статистическую характеристику контролируемого параметра. На карту еще наносят среднюю линию -Ср , границы регулирования ( Рв- верхняя, Рн - нижняя) и пределы технического допуска Тв и Тн (рис. 2).
Используют следующие статистические характеристики:
I)
среднее
арифметическое значение (![]() )
)
где Xi - индивидуальное значение контролируемого параметра в одной выборке объемом n;
2) среднее квадратическое отклонение (S)
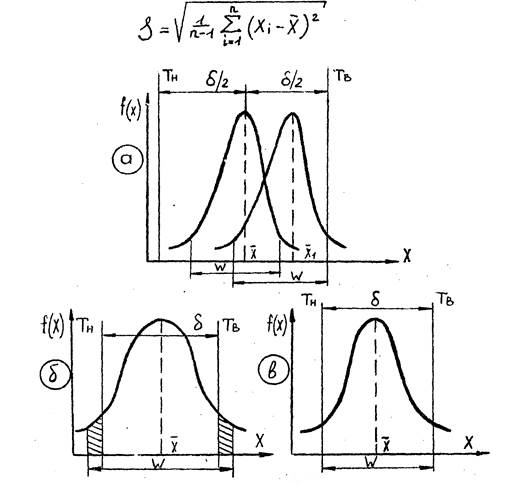
Рис.1. Технологическая операция: а - имеет запас по точности и сохраняет
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.