|
Номер поверхні |
Номінальний розмір мм. |
Шорсткість |
Точність |
|
2; 18;11; 13; |
Торці діаметрів |
Rz20 |
h13 |
|
1; 17; |
Ø3 |
Rz20 |
h13 |
|
3;6; 9; 15; |
1max*45о |
Rz20 |
h13 |
|
4 |
Ширина 12 Довжина 11±0.9 |
Rz20 |
h14 |
|
5 |
Ø16 |
Rz20 |
h14 |
|
7 |
Ø 18,98 |
Ra10 |
h 7 |
|
8 |
Ø 20 |
Rz20 |
h 10 |
|
10 |
Ø21.99 |
Rz20 |
h 12 |
|
12 |
Ø27.99 |
Rz20 |
h 12 |
|
14 |
Ø 22 |
Rz20 |
c11 |
|
16 |
Ø 19 |
Rz20 |
h14 |
Проведемо аналіз технологічності базових поверхонь деталі.
Проведемо кількісний аналіз технологічності конструкції деталі:
- коефіцієнт обробки поверхонь:
 ,
(1.5.1)
,
(1.5.1)
де ![]() -
кількість всіх поверхонь, що обробляються.
-
кількість всіх поверхонь, що обробляються.
- коефіцієнт уніфікованих поверхонь, що обробляються
 ,
(1.5.2)
,
(1.5.2)

де ![]() -
кількість уніфікованих поверхонь, що обробляються.
-
кількість уніфікованих поверхонь, що обробляються.
– коефіцієнт точності обробки:
 ,
(1.5.3)
,
(1.5.3)
де ![]() -
середнє значення точності обробки поверхонь, що дорівнює
-
середнє значення точності обробки поверхонь, що дорівнює
 , (1.5.4)
, (1.5.4)
де ![]() -
квалітет точності обробки поверхні;
-
квалітет точності обробки поверхні;
![]() -
кількість поверхонь з таким квалітетом точності.
-
кількість поверхонь з таким квалітетом точності.
- коефіцієнт шорсткості обробки:
 ,
(1.5.5)
,
(1.5.5)

де ![]() -
середнє значення шорсткості обробки поверхонь, що дорівнює
-
середнє значення шорсткості обробки поверхонь, що дорівнює
 ,
(1.5.6)
,
(1.5.6)
![]()
![]()
де ![]() -
шорсткість обробки поверхні;
-
шорсткість обробки поверхні;
![]() -
кількість поверхонь з такою шорсткістю.
-
кількість поверхонь з такою шорсткістю.
2 ВИБІР І ОБҐРУНТУВАННЯ СПОСОБУ ОТРИМАННЯ ЗАГОТІВКИ
Проводимо техніко-економічне обґрунтування отримання заготівки шляхом порівняння двох варіантів виготовлення: способом гарячого об’ємного штампування та з прокату.
Річний об’єм випуску деталі -24000 шт.
Матеріал деталі - сталь 45 ГОСТ 1050-88.
Маса деталі – 0,5 кг.
HB=210-240
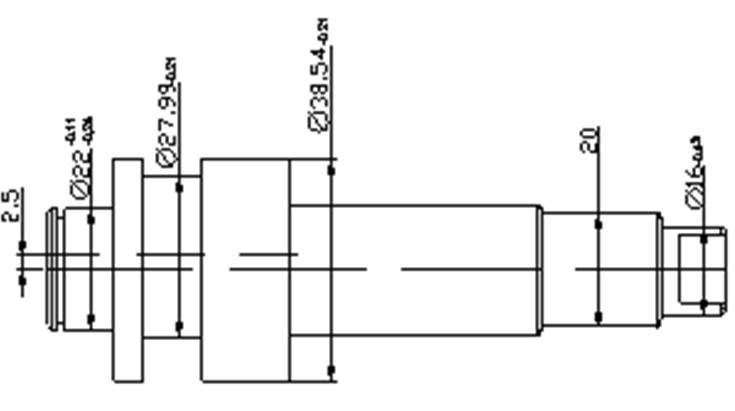
Рисунок 2.1– Креслення деталі
Невказана шорсткість поверхонь ![]() .
.
За річним об’ємом випуску виробів та масою деталі встановлюємо згідно таблиці 5.1 тип виробництва - середньо серійний.
Двома можливими варіантами отримання заготівки є:
- прокат;
- гаряче об’ємне штампування.
Виконуємо ескіз заготовки, користуючись конфігурацією деталі за кресленням.
Для прокату:
Діаметр заготівки з прокату визначаємо за таблицею 23, [20], с. 182. Виходячи з максимального діаметру оброблюваної деталі Ø38,5h14мм та довжини деталі 117,6 h13мм визначаємо, що діаметр нашої заготівки при її довжині до 147мм буде дорівнювати 39-0,5мм.
Рисунок 2.2 – Ескіз заготівки із прокату
Приймаємо гарячекатаний прокат звичайної точності ![]() мм.
Поле допуску на
мм.
Поле допуску на ![]() мм
визначаємо за таблицею 62 [23], с.169.Для гарячекатаного прокату звичайної
точності граничні відхилення рівні
мм
визначаємо за таблицею 62 [23], с.169.Для гарячекатаного прокату звичайної
точності граничні відхилення рівні![]() .Довжина
заготівки буде складатися з довжини деталі за кресленням з добавленням
припусків на підрізання торців
.Довжина
заготівки буде складатися з довжини деталі за кресленням з добавленням
припусків на підрізання торців
![]() ,
(2.1)
,
(2.1)
де ![]() -
номінальна довжина деталі за робочим кресленням,117,6 мм;
-
номінальна довжина деталі за робочим кресленням,117,6 мм;
 -
припуск на кожну сторону заготівки для підрізування торця після відрізування,
мм, визначаємо за таблицею 24 [20],с.183.
-
припуск на кожну сторону заготівки для підрізування торця після відрізування,
мм, визначаємо за таблицею 24 [20],с.183.
![]() мм.
мм.
Граничні відхилення на довжину заготівки за таблицею 3 [23], с.171, котрі
для різання заготівки діаметром 30-50мм дисковими пилками складають ![]() мм.
мм.
Тоді
![]() мм.
мм.
Об’єм заготівки визначають за формулою:
 ,
(2.2)
,
(2.2)
де ![]() -
довжина стрижня (заготівки), см;
-
довжина стрижня (заготівки), см;
![]() -
діаметр заготівки (прокат), см.
-
діаметр заготівки (прокат), см.
 см
3.
см
3.
Масу заготівки визначаємо за формулою:
![]() ,
(2.3)
,
(2.3)
де ![]() -
густина матеріалу, кг/см 3.
-
густина матеріалу, кг/см 3.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.