2) электрический разряд способствует лучшему обновлению рабочей жидкости, что дает возможность работать с меньшими зазорами, чем при электрохимической обработке и тем самым приводит к повышению производительности и точности обработки, улучшению качества обработанной поверхности;
3) вследствие замены углеродосодержащих рабочих жидкостей водными растворами электролитов в межэлектродный промежуток можно ввести значительно большие мощности без опасности шлакования, что приводит к увеличению производительности обработки. Применение электролитов с высокой теплопроводностью позволяет также улучшить теплооотвод от электродов, что способствует повышению качества обработанной поверхности.
В настоящее время оборудование для электроэрозионнохимической обработки серийно пока не выпускается. Имеются экспериментальные образцы установок, сконструированных для конкретных исследовательских и производственных целей. Примером такого оборудования является экспериментальный станок модели МА-4625, созданный ЭНИИМСом и Московским СКБ металлорежущих станков. Для получения узких щелей и пазов можно использовать горизонтально-фрезерные станки, соответственно модернизировав их.
Оборудование для электроэрозионнохимической обработки включает в себя следующие элементы:
1) генераторы импульсов требуемых электрических параметров, устройства для снижения износа инструмента его восстановлением;
2) емкость с электролитом, система очистки, охлаждения и прокачки электролита;
3) герметичная рабочая камера для ограничения зоны обработки.
В качестве генератора импульсов можно использовать следующее оборудование:
1) магнитный генератор МГИ-ЗМ (400 имп./сек);
2) сварочный трансформатор СТН-500 с блоком выпрямителей (100 имп./сек);
3) двухполупериодный выпрямитель (100 имп./сек);
4) однополупериодный выпрямитель (5 имп./сек).
Источник питания следует выбирать так, чтобы плотность тока была 100—800 а/см2.
Устройство для снижения износа графитированных электродов их восстановлением подводит углеродосодержащий газ от газовой сети или баллона в трубопровод, через который прокачивается электролит к инструменту, или в герметичный бак с электролитом.
Резервуар для электролита выбирают примерно 2 м3 на 5000 а. Для стабилизации температуры электролита в пределах оптимальной (24—30° С) предусматривается терморегулятор и охлаждающее устройство. Для очистки и прокачки электролита применяют многосекционные отстойники, фильтры, насосы и т. д. Детали герметичной рабочей камеры, а также другие детали и узлы изготовляют в антикоррозионном исполнении.
В качестве следящей системы рекомендуется и пользовать устройство, которое обеспечивает подачу инструмента-электрода со скоростью, несколько меньшей скорости обработки. При такой подаче инструмента производительность процесса максимальна. Исполнительными органами следящей системы могут быть электромеханические или гидравлические сервомеханизмы.
4.3. Ультразвуковая электрохимическая обработка
В последнее время появился новый комбинированный метод обработки, объединяющий ультразвуковую и электрохимическую обработку. Такому объединению способствовала идентичность кинематики процессов формообразования деталей по этим методам. Сущность ультразвуковой электрохимической обработки заключается в том, что для формообразования поверхности детали используются анодное растворение и разрушение обрабатываемого материала под действием ультразвукового инструмента в абразивной среде.
|
|
В зависимости от того, в каких условиях абразив участвует в процессе съема материала, можно выделить обработку в абразивонесущем электролите и обработку абразивонесущим инструментом.
Обработку в абразивонесущем электролите применяют для деталей из твердых сплавов типа штампов, волок, фильер, пресс-форм и др.
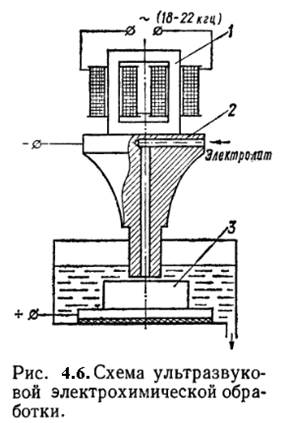
Схема ультразвуковой электрохимической обработки в абразивонесущем электролите показана на рис. 4.6. Инструментом-катодом 2 является ультразвуковой инструмент. Положительный полюс источника тока низкого напряжения подключается к обрабатываемой детали 3, Электролитом является абразивная суспензия, которая прокачивается через инструмент 2.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.