Вскоре после перемешивания, залить каждый блок тонкой струей только в нижний (кормовой) конец подушки. При необходимости, использовать маленький лоток для заливки для направления EPOCAST в форму. Не соскабливать остатки с боков банки, так как они могут не быть достаточно хорошо перемешаны.
|
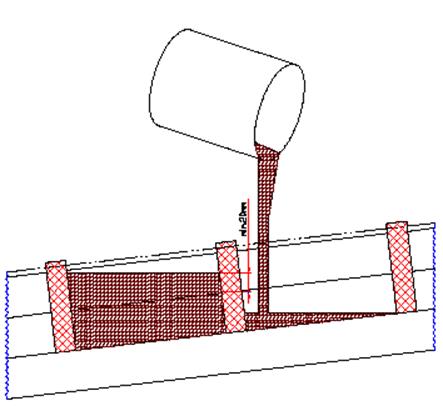
До тех пор, пока смола не схватится, нужно тщательно следить за утечками. При схватывании, EPOCAST будет поступать в подушку из резервуара переполнения. Там, где подушки большие, этот резервуар, возможно, нужно будет пополнять во время схватывания. СЛЕДИТЬ ТЩАТЕЛЬНО. После того, какEPOCAST затвердеет, резервуар может выглядеть неопрятно. Налить в него тонкий слой EPOCAST, чтобы улучшить внешний вид. Затем в достаточном количестве нагреть и дать достаточно времени для надлежащего затвердевания.
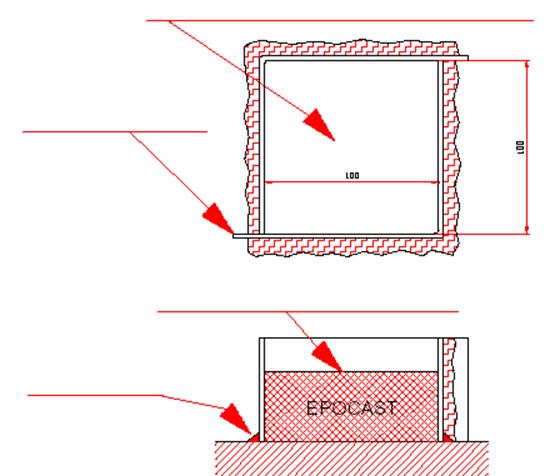
Если нужен испытательный образец, нужно изготовить форму из остатков передней металлической опалубки, сделав коробку 100×100 без дна. Поместить ее на чистый участок плиты основания возле подушек основания, используя мастику вокруг основания. Сбрызнуть разделительным составом.
Залить смолу прямо в основание судна, чтобы получилась подушка толщиной 40 мм. Это обеспечит надлежащее застывание и адекватный теплоотвод для изготовления простого образца. Для каждого образца в журнал должен быть занесен номер партии материала. Испытательный образец нужно оставить для затвердевания вдоль боков подушек. Минимальное приемлемое застывание достигается, когда показания твердости по Барколу в нижней части испытательного образца превышает 40 Баркол. Испытательный образец не всегда может достичь нужного застывания, так как он меньше основных подушек назначение испытательного образца – проверить качество материала. Поэтому допустимо застывание образца в течение 1 часа при 40°С перед проведением испытаний, чтобы быть уверенным в полном застывании.
|
|
|
|
|
В общем случае, при температуре стали, указанной ниже, и без применения наружнего нагревания, застывание смолы может произойти по прошествии времени, указанного в таблице.
|
Температура стали |
<13°C |
Не застынет |
|
14°C-17°C |
48 часов |
|
|
18°C-20°C |
36 часов |
При температуре стали ниже 15°С нужно выполнять следующую процедуру:
a) Включить нагреватели и поместить их поближе к подушкам.
b) Нагреватели и подушки можно накрыть теплоизолирующим покрывалом для увеличения эффективности нагревателей и сокращения времени затвердевания.
c) Поддерживать температуру подушек 25°С или выше, по меньшей мере, 24 часа или больше, до тех пор, пока твердость по Барколу с каждой стороны подушек не достигнет значения 40.
d) Температура (минимум 25°С) должна измеряться на поверхности доступных частей подушки.
После полного затвердевания убрать нагреватели. Убрать клинья или снять затягивающие винты. Когда вес двигателя находится на подушке, снять переднюю металлическую пластину опалубки и оттянуть ее от EPOCAST. Не использовать молоток, так как он может случайно разбить резервуар переполнения или нарушить внешний вид.
|
|
|
|

Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.