Показатель
![]() . Поскольку угол e составляет значения не менее 45 градусов, второй показатель имеет
значения не меньшие 1, то есть второе условие также выполняется.
. Поскольку угол e составляет значения не менее 45 градусов, второй показатель имеет
значения не меньшие 1, то есть второе условие также выполняется.
Схема 2. Установочной поверхностью базовой детали является плоскость, соединяемая деталь закрепляется в зажимах центрирующего устройства. Поэтому такая схема является обращенной по отношению к первой схеме с точки зрения расположения базовой и соединяемой деталей. Считая установочной поверхностью поверхность зажимного устройства, можно оценить его жесткость как примерно равную жесткости базовой (верхней) детали. Приведенная жесткость перемещающего элемента, равная сумме изгибных жесткостей стержней 3, ступенчато изменяется во времени. Предельное значение ее можно определить по формуле:
 (6)
(6)
где n- количество стержневых элементов;
Е- модуль упругости материала стержней;
d, l– размеры стержня.
Для
значений приведенная жесткость составляет
приведенная жесткость составляет  . Таким образом, для выполнения первого
условия необходимо, чтобы жесткость элементов установочной поверхности
превышала указанное значение. Для зажимных устройств это условие выполняется.
. Таким образом, для выполнения первого
условия необходимо, чтобы жесткость элементов установочной поверхности
превышала указанное значение. Для зажимных устройств это условие выполняется.
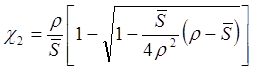
Второй показатель имеет вид:
 (7)
(7)
где - относительный радиус и относительное
перемещение адаптирующего устройства;
- относительный радиус и относительное
перемещение адаптирующего устройства;
a - длина стержневого элемента;
Из
зависимости (7) следует, что ![]() реализуется при
реализуется при ![]() .
.
Таким образом, схема 2 при определенных ограничениях на геометрические параметры удовлетворяет приведенным требованиям .
Схема 3. Установочная поверхность реализуется базирующим устройством, аналогичным по конструкции схеме 1. Приведенная жесткость является функцией перемещения рабочего органа S или при известной скорости V –функцией времени перемещения t:
 (8)
(8)
где
![]() - вертикальное перемещение устройства;
- вертикальное перемещение устройства;
![]() - вес устройства вращения;
- вес устройства вращения;
![]() вес детали с зажимным устройством;
вес детали с зажимным устройством;
![]() - предварительное поджатие пружин упругого подвеса и
патрона;
- предварительное поджатие пружин упругого подвеса и
патрона;
![]() жесткости пружин упругого подвеса и патрона;
жесткости пружин упругого подвеса и патрона;
![]() значения плеч сил тяжести устройства вращения и
зажимного устройства;
значения плеч сил тяжести устройства вращения и
зажимного устройства;
![]() угловые жесткости пружин устройства.
угловые жесткости пружин устройства.
В
реализованных экспериментальных установках значение приведенной жесткости
составляет 2,55...3 Нм. Значения угловой жесткости установочной поверхности как
минимум на два порядка превышает это значение, следовательно, условие ![]() выполняется.
выполняется.
Показатель
![]() для схемы 3 соответствует тангенсу максимального угла
наклона адаптирующего устройства
для схемы 3 соответствует тангенсу максимального угла
наклона адаптирующего устройства ![]() . Из
условия не превышения шага спирали Архимеда диаметра базового отверстия,
следует ограничение на величину этого угла:
. Из
условия не превышения шага спирали Архимеда диаметра базового отверстия,
следует ограничение на величину этого угла:
 (9)
(9)
где
![]() - диаметр базового отверстия;
- диаметр базового отверстия;
![]() - длина пружины упругого подвеса в свободном
состоянии.
- длина пружины упругого подвеса в свободном
состоянии.
Из ограничения (9) следует ограничение на диаметр базового отверстия и , соответственно, на диаметр соединяемой детали:
 при
при  ; (10)
; (10)
Таким образом, устройство эффективно реализует преобразующие связи при диаметрах соединяемой детали, удовлетворяющих условию (10). В экспериментальных установках это условие выполнялось.
Из проведенного анализа конструктивных схем адаптирующих устройств следует:
- условие существования ограничивающих связей, обеспечиваемых установочными поверхностями выполняется во всех рассматриваемых устройствах; вместе с тем это условие накладывает ограничения на конструктивные варианты зажимных устройств;
- условие эффективности преобразования перемещений рабочего органа выполняется только при соблюдении определенных ограничений на геометрические параметры рассматриваемых устройств; найденные зависимости для этих ограничений позволяют сформулировать требования к параметрам соединяемых деталей (10), размерам перемещающих элементов (8);на основе этих ограничений могут быть определены области применения тех или иных конструктивных схем адаптирующих устройств.
Литература.
1. Гусев А.А. Адаптивные устройства сборочных машин -- М.: Машиностроение, 1979 г.
2. Житников Ю.З., Симаков А.Л. Автоматизация сборки резьбовых соединений . Учебное пособие ,ч.2, КГТА, Ковров.1997г.
3. Тимофеев А.В. Адаптивные робототехнические комплексы /Л.: Машиностроение, 1988 г.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.