1 – резистор; 2 – пуансон; 3 – прижим ; 4 – матрица
В зоне загрузки силовая головка со схватом перемещается вертикально вниз (на резистор), при этом губки (зажимы) сгибают выводы под углом 90°, осуществляя П-образную формовку.
Усилие формовки выводов резисторов с осевым расположением
P = KrSsв ,
где Кr – коэффициент, зависящий от схемы гибки (для данного случая при двухугловой гибки Кr=0,6); S – площадь сечения вывода (S=pD2, где D – диаметр вывода); sв – предел прочности материала выводов.
Так как в процессе формовки используется прижим, то
Рå = Р + Рпр, где Рпр – усилие прижима, которое можно принять равным (0,15…0,25)Р.
При формовке схват опускается до упора. По завершении формовки силовой головке и схвату сообщается движение вверх. За счет возникающих при формовке упругих сил резистор закрепляется в схвате, поднимается вместе с головкой на запрограммированную высоту и перемещается к месту его установки на плате. Затем силовая головка начинает опускаться (на плату) до тех пор, пока выводы резистора не войдут в соответствующие монтажные отверстия, а губки 6 схвата своими концами не упрутся в плату. Далее необходимо дослать корпус резистора до соприкосновения с платой (утопить его выводы). Осуществляется это так. Сжатый воздух через штуцер 1 подается в верхнюю полость цилиндра 2. Его поршень 3 и шток 5, преодолевая сопротивление пружины 4, перемещаются вниз и через штифт и толкатель 7 воздействуют на резистор, досылая его до платы. С противоположной (нижней) стороны платы гибочно-отрезная головка отрезает лишнюю часть выводов и подгибает оставшуюся, осуществляя закрепление резистора на плате. При этом верхняя полость цилиндра 2 соединяется с атмосферой, зажимы под действием пружины 4 поднимаются, окончательно освобождая резистор.
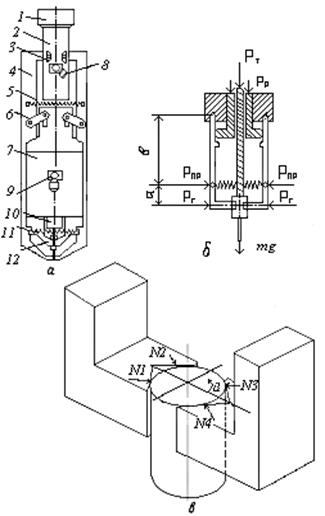
Гибочно-отрезная головка (рис.90, а) крепится к нижнему манипулятору. Подгибке выводов предшествует перемещение последней головки в зону установки резистора или МС. Головка перемещается в нее заранее и ждет завершения установки выводов в отверстия платы. По завершению установки головка начинает подниматься до тех пор, пока упор 4 не коснется нижней стороны платы.
Дальнейшее движение головки вверх приводит к тому, что от упора планка 3, воздействуя на кронштейн 8, повернет его вокруг оси 9. Вместе с ними поворачиваются ролики 6, которые крепятся на оси 7 в корпусе 5. Лапки 1 сходятся, и осуществляют подгиб выводов элемента вовнутрь. Затем осуществляется отход головки вниз. Кронштейны 8, освобожденные от действия планки 3, пружинами 2 возвращаются в исходное положение.
 |
Рис.90. Гибочно-отрезная головка: а –общий вид; б – схема расчета
Усилие гибки обеспечивается усилием Р привода через клиновой механизм:
где r - приведенный угол трения, учитывающий сопротивление осей рычагов; n – число губок; h - КПД шарниров; b - угол подъема клина.
Так как расположение губок симметричное, то М1 = М2 = М и усилие
Cуммарный момент Мå = Мг + Мтр + Мпр, где Мг – момент гибки (Мг = Fга); Мтр – момент трения (Мтр = mkтрQr, где m = 1,57 для малых зазоров; Q – усилие; kтр – коэффициент трения; r – радиус оси ); Мпр – момент действия пружины (Мпр=Fпрс); a, b, c – конструктивные параметры.
Устройство захвата конденсаторов (рис.91) с цилиндрическим корпусом и штырьевыми выводами служит для захвата и обрезки выводов в требуемый для монтажа размер. Оно выполнено в виде схвата с двумя пневмоприводами для зажима (разжима) и вертикального перемещения. Крепится устройство на силовой укладочной головке гайкой 1.
 |
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.