12. Протереть канавки зажимов световодов кисточкой, смоченной в этиловом спирте.
13. Промыть концы подготовленных к сварке световодов кисточкой, смоченной в этиловом спирте.
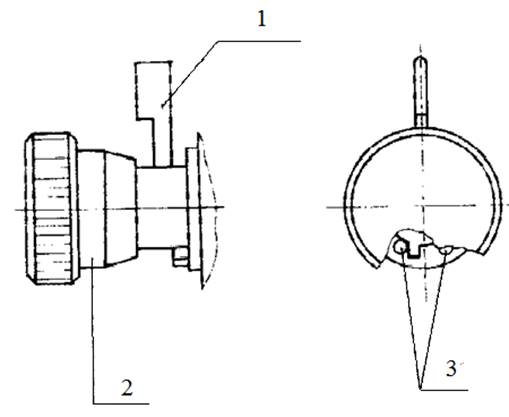
14. Ввести конец одного световода с подготовленным торцом в канавки зажима 3 (рис. 11) и, наблюдая в микроскоп, установить торец световода в плоскости электродов
15. Зафиксировать световод в зажиме 3, закрыв его откидные зажимы.
16. Установить зажим 2 в крайнее левое положение вращением лимба механизма фиксированной подачи 5.
17. Ввести конец второго световода в зажим 2 и, наблюдая в микроскоп, установить зазор между торцами световодов в пределах 0.1–1.0 мм.
18. Зафиксировать световод в зажиме 2, закрыв его откидными зажимами.
19. Свести торцы световодов до зазора 20–50 мкм вращением лимба фиксированной подачи 5.
20. Проверить качество торцов световодов в обеих плоскостях. Не допускаются перекосы, выступы и сколы торца световодов.
21. Отъюстировать ручками 19 и 20 соосность зажатых световодов в двух крайних положениях каретки микроскопа 12. Ручкой 18 установить электроды точно напротив места световодов.
22. Нажать кнопку ОПЛАВЛЕНИЕ и оплавить электрической дугой концы световодов в ручном режиме отработки времени разряда, соответственно необходимо нажать кнопки РУЧ.
4.2. Сварка в ручном режиме
1. Свести торцы световодов до касания и развести на 5–10 мкм.
2. Нажать кнопку РУЧ и, не отпуская её начать сводить концы световодов, поворачивая лимб 2 механизма фиксированной подачи до сваривания волокон, после чего отпустить кнопку РУЧ, электрическая дуга погаснет (рис.16).
|
|
|
Рис. 16 |
4.3. Защита места сварки с помощью КЗС
1. Зажать волокна зажимами устройства для защиты места сварки световодов, при этом защитная гильза находится между левым зажимом и корпусом устройства.
2. Открыть зажимы световода на зажимах 2 и 3 (рис. 11).
3. Приподнять зажимы с волокон. Сдвинуть защитную гильзу на место сварки волокон.
4. Поднять зажимы устройства для защиты места сварки световода по сваренными волокнами вверх до упора, при этом место сварки должно попасть в зону нагрева.
5. Вернуть в исходное положение лимб 2 и рычаг 1 (рис. 16).
6. Включить тумблер НАГРЕВ, при этом начнет разогреваться спираль устройства. Усаживание защитных гильз должно произойти через 1 или 2 минуты после включения тумблера НАГРЕВ. Признаком окончания усадки является появление герметика из торцов защитной гильзы. Время усаживания определяется экспериментально и зависит от типа трубки и внешних условий.
7. Включить тумблер НАГРЕВ.
8. Снять сваренное волокно.
4.4. Защита места сварки с помощью быстротвердеющего компаунда
1. Произвести захват сваренного волокна съемником 4 (рис. 10).
2. Откинуть зажимы зажимов 2 и 3 (рис. 11).
3. Перенести сваренное волокно в плату устройства.
4. Закрепить сваренные волокна, с помощью ключа поворачивая винты по часовой стрелке до упора, при этом не рекомендуется прилагать большое усилие.
5. Произвести заливку места сварки компаундом в предварительно установленные ложементы (рис. 14).
6. Освободить сваренные волокна с помощью ключа после затвердения компаунда.
5. СОДЕРЖАНИЕ ОТЧЕТА
Отчет должен содержать:
– программу работы, согласованную с преподавателем;
– расчеты потерь за счет погрешностей соединения оптических волокон для данных, определенных преподавателем;
– описание результатов выполненной работы;
– заключение.
6. КОНТРОЛЬНЫЕ ЗАДАНИЯ И ВОПРОСЫ
1. Тип и размеры оптических волокон, свариваемых в установке КСС–111
2. Потери в неразъемном сварном соединении, обеспечиваемые сварочным аппаратом.
3. Режимы электрического разряда в установке.
4. Способы защиты сварного неразъемного соединения ОВ.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.