2.5. Назначение составных частей
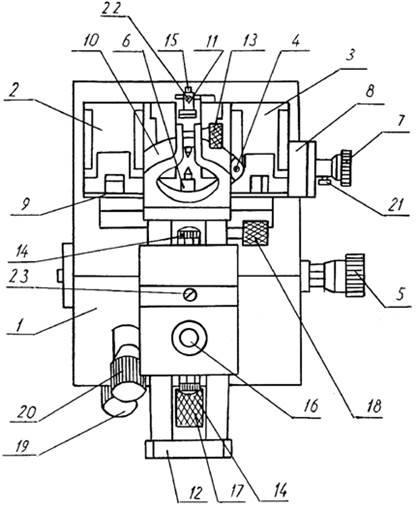
Устройство для сварки волоконных световодов (далее устройство) состоит из следующих составных узлов (рис. 10): блока юстировки (1), блока управления (2), устройство для защиты места сварки (3), съемника (4).
Устройство обеспечивает сварку световодов, как в ручном режиме, так и в автоматизированном, предусматривающем установку постоянной величины зазора между волокнами перед сваркой, автоматический сдвиг во время сварки с вдержкой заданного времени сварки.
1. Технические данные, основные параметры и характеристики устройства указаны в табл. 5.
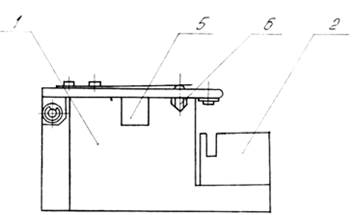
2. Блок юстировки (рис. 11) состоит из следующих основных узлов: корпуса 1, двух зажимов для волокна 2 и 3, теплового двигателя 4, механизма подачи 5, блока электродов 6, устройства для контроля соосности световодов.
Предварительно подготовленные световоды укладываются в V–образные канавки корпуса 1. Откидные зажимы 3 и 4 прижимаются в рабочем положении к корпусу 1 усилием магнита 5. Участок световода в изоляции укладывается в глубокую канавку и прижимается в мелкую канавку и прижимается в одной точке (рис. 12).
|
|
|
Рис. 11 |
|
|
|
|
а) |
б) |
|
Рис. 12 |
|
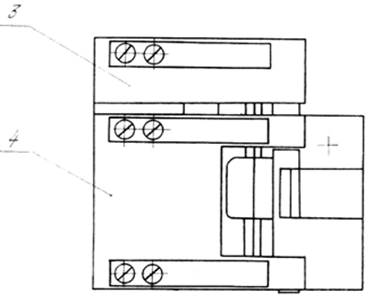
Прижим и фиксацию световода обеспечивают подпружиненные упоры 6, расположенные на откидных зажимах 3 и 4 (рис. 12).
Подвижность подпружиненных упоров и конструкция V–образных канавок дают возможность фиксировать в зажимах световоды различного диаметра. Опора 2 предназначена для фиксации на штифты съемника сварных световодов (рис. 12).
Зажим 2 может перемещаться в трех координатах и используется для юстировки волокон относительно друг друга и сдвига при сварке в ручном режиме (рис. 12).
Зажим 2 установлен на микроманипуляторе 9 (рис. 11).
Зажим 3 (рис. 11) по устройству и принципу работы аналогичен зажиму 2.
Зажим 3 может перемещаться в одной координате и осуществлять сдвиг волокон в автоматизированном режиме.
Величина перемещения устанавливается с помощью лимба микровинта 7, расположенного на микроманипуляторе 8. Микровинт может быть зафиксирован в выбранном положении винтом 21.
Перемещение микроманипулятора 8 зажима осуществляется при включенном тепловом двигателе 4, принцип действия которого основан на удлинении не хромовой проволоки при ее нагреве проходящим через нее током.
Устройство для контроля соосности световодов при юстировке состоит из микроскопа, закрепленного на неподвижном кронштейне 10 и отражающего зеркала 11 (рис. 11). Устройство позволяет контролировать соосность световодов в двух взаимно перпендикулярных плоскостях в процессе юстировки и ручной сварки.
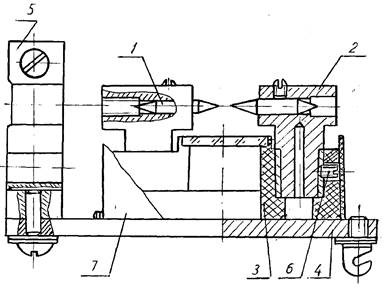
Блок электродов (рис. 13) предназначен для создания электрического разряда между электродами.
|
|
|
Рис. 13 |
Блок включает в себя электроды 1. Они закреплены в зажимах 2 винтами, которые позволяют устанавливать определенное расстояние между электродами.
Зажимы 2 имеют две степени свободы для юстировки между собой вершин конусов электродов, после чего зажимы фиксируются винтами 6.
Блок может перемещаться вдоль оси световодов и в двух плоскостях, перпендикулярных ей.
3. ПОДГОТОВКА ПРИБОРА КРАБОТЕ
3.1. Комплект подготавливается к работе следующим образом
1. Установить комплект на стол, открыть замки и снять крышку.
2. Снять крышку с футляра с инструментом и закрепить ее на основании справа от блока юстировки.
3. Установить микроскоп в кронштейне 10 и закрепить винтом клеммового зажима 13 (рис. 11).
4. Произвести заземление устройства и источника постоянного тока.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.