
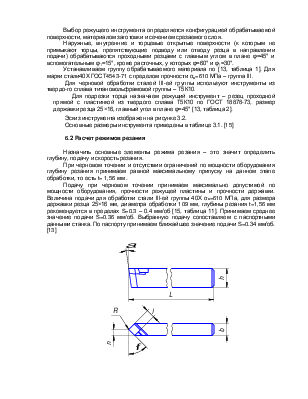




Сверление заготовок из хромоникелевых коррозионностойких сталей следует производить стандартными сверлами из быстрорежущих сталей Р6М5К5 с укороченной рабочей частью (до десяти диаметров).
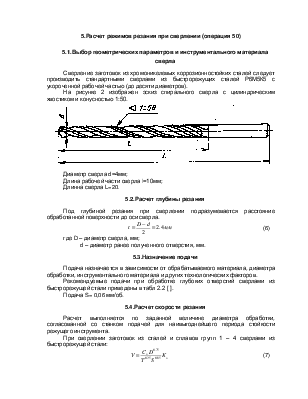
На рисунке 2 изображен эскиз спирального сверла с цилиндрическим хвостиком и конусностью 1:50.
Диаметр сверла d=4мм;
Длина рабочей части сверла l=10мм;
Длинна сверла L=20.
Под глубиной резания при сверлении подразумевается расстояние обработанной поверхности до оси сверла.
|
|
(6) |
где D – диаметр сверла, мм;
d – диаметр ранее полученного отверстия, мм.
Подача назначается в зависимости от обрабатываемого материала, диаметра обработки, инструментального материала и других технологических факторов.
Рекомендуемые подачи при обработке глубоких отверстий сверлами из быстрорежущей стали приведены в табл 2.2 [ ].
Подача S= 0,06 мм/об.
Расчет выполняется по заданной величине диаметра обработки, согласованной со станком подачей для наивыгоднейшего периода стойкости режущего инструмента.
При сверлении заготовок из сталей и сплавов групп 1 – 4 сверлами из быстрорежущей стали:
|
|
(7) |
Значение коэффициента ![]() берем
из табл 2.4 [ ]. Коэффициент
берем
из табл 2.4 [ ]. Коэффициент ![]() - общий поправочный
коэффициент на измененные условия обработки по отношению к тем, для которых
дается значение коэффициента
- общий поправочный
коэффициент на измененные условия обработки по отношению к тем, для которых
дается значение коэффициента ![]() . В нашем случае он
равен 1.
. В нашем случае он
равен 1.
|
|
(8) |
Для всех групп труднообрабатываемых материалов при обработке сверлами из быстрорежущей стали крутящий момент
|
|
(9) |
Значение коэффициентов ![]() берем
из табл 2.4 [ ].
берем
из табл 2.4 [ ].
|
|
(10) |
Мощность, затрачиваемая на резание
|
|
(11) |
Мощность электродвигателя, необходимая для резания, определяется с учетом КПД станка (0,7…0,8)
|
|
(12) |
По результатам расчета подбираем станок [ ]:
Станок вертикально-сверлильный 2Н106П. Его характеристики:
· Рабочая поверхность стола 200х200мм
· Вылет шпинделя 125мм
· Число скоростей 7
· Частота вращения шпинделя 1000-8000 об/мин
· Подача шпинделя ручная
· Мощность электродвигателя 0,4 кВт
Расчетная частота вращения сверла
|
|
(13) |
Выписываем из характеристик станка минимальную и максимальную частоты вращения шпинделя:
· минимальная 1000 об/мин;
· максимальная 8000 об/мин.
Универсальные станки выпускаются со ступенчатым
регулирование подач. Ряды подач построены по геометрической прогрессии. В
данном станке использован знаменатель![]() .
.
Из определения геометрической прогрессии:
|
|
(14) |
Получаем ряд подач:
1000, 1410, 1988, 2803, 3953, 5573, 8000.
Из этого ряда выбираем ближайшую подачу – 1000 об/мин.
Для всех групп труднообрабатываемых материалов при обработке сверлами из быстрорежущей стали осевая сила определяется как
|
|
(15) |
Крутящий момент
|
|
(16) |
6. Точение
Рассчитаем режимы резания и основное время для чернового точения (подрезки).
6.1 Выбор оборудования
Для осуществления обработки детали предварительно выбираем станок токарно-винторезный, модель 16Б05П особо высокой точности. Выбор типа и модели станка обусловлен прежде всего его возможностью обеспечить выполнение технических требований, предъявляемых к обрабатываемой детали, а также соответствием размеров рабочей зоны станка габаритным размерам детали, возможностью более полного использования станка по времени и мощности, реальной возможностью приобретения станка.
Станок 16Б05П предназначен для выполнения различных токарных, сверлильно-расточных и резьбонарезных работ в единичном и мелкосерийном производствах, а также в инструментальных и ремонтных цехах [16].
Основные паспортные данные станка: [15]
- наибольший диаметр прутка, проходящего через отверстие шпинделя Dmax, мм – 16;
- наибольшая длина обрабатываемой заготовки Lmax, мм – 500;
- подача суппорта
1. продольная Sпрод , мм/об – 0.02; 0.04; 0.08; 0.17; 0.34;
2. поперечная Sпоп , мм/об – от 0.01 до 0.175;
- частота вращения шпинделя n, об/мин – 30; 95; 300; 500; 950; 2000; 3000;
- мощность электродвигателя главного привода Nэл.дв , кВт – 1.5.
Выбор конструкции и геометрических параметров режущего инструмента
Выбор режущего инструмента определяется конфигурацией обрабатываемой
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.