













- 96 W1E 6. АВТОМАТИЗАЦИЯ
ПРОЕКТИРОВАНИЯ МАРШРУТНЫХ
ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВW0F
Введение.
Система ориентирована на поиск маршрутных технологических процессов изготовления режущего инструмента, деталей типа валы и других видов инструментальной оснастки, а также для подготовки необходимой технологической документации. Кроме того в системе предусмотрено проектирование технологических процессов новых видов инструментальной оснастки .
Проектирование технологических процессов производится на основе обобщенных маршрутов обработки, а также предусмотрено неавтоматизированное проектирование технологических процессов изготовления уникальных деталей работа с системой осуществляется в интерактивном режиме, это не требует от технолога-проектировщика предварительной подготовки - информации и специальных знаний в программировании.
Обобщенный технологический маршрут обработки, перечень используемого оборудования, формулы для нормирования, типовые технологические процессы и т.д. в разработанной системе оформлены в виде отдельных массивов,хранящихся на магнитном диске. Поэтому внесение в них любых изменений, не затрагивающих их основную структуру, не требует изменений программного обеспечения и может производиться технологом-проектировщиком в интерактивном режиме с экрана дисплея. Время работы системы на одну деталь составляет - от 30 секунд до 1 минуты, в зависимости от вида и группы сложности детали, на которую проектируется технологический процесс ее изготовления.
Инструкция пользователя.
Информационные массивы.
В своей работе система использует ранее подготовленные массивы информации, оформленные в виде файлов и записанные на магнитном диске.
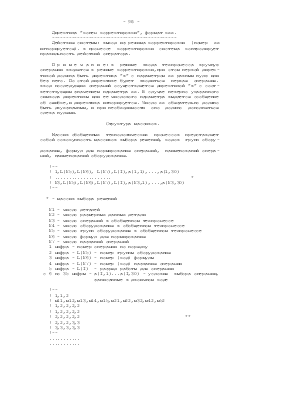
Массивы обобщенных технологических процессов оформлены в виде файлов. Остальные рабочие массивы создаются и обрабатываются непосредственно самой автоматизированной системой.
Запуск системы.
Запуск системы осуществляется из меню. Проектирование ведется в диалоговом режиме и проектировщик заносит данные по требованию системы согласно кодировочной таблице. После корректировки тп распечатывается и заносится в файл на диске под именем FОR006.DАТ.
Инструкция по корректировке ТП.
Корректировка выбранного маршрутного тп осуществляется в диалоговом режиме с помощью специальных директив. Все директивы имеют формат схх, где с- мнемоника директивы; хх - обязательно двухзначный порядковый номер операции тп, на которую распространяется действие директивы.
Система сообщает о готовности принять и обработать очеред-
- 97 ную директиву выводом на экране дисплея символа "/". ввод директивы до появления символа "/" запрещен.
Директива " печать тп " , формат пхх.
------------------------------------Действия системы: на экране дисплея выводятся операции тп, начиная с номером хх, а при отсутствии хх - начиная с первой.
Директива "вставить операцию", формат вхх.
-----------------------------------------Действия системы: запрашивает и вводит с клавиатуры дисплея содержание любой операции и вставляет его после операции с номером хх, а при отсутствии хх - перед первой операцией.
Директива "дополнить операцию", формат дхх.
------------------------------------------Действия системы: запрашивает и вводит с клавиатуры дисплея содержание операции и вставляет ее в операцию после строки с номером хх, а при отсутствии хх - вставляет перед первой строкой.
Директива "заменить операцию", формат зхх.
------------------------------------------Действия системы: запрашивает и вводит с клавиатуры дисплея содержание новой операции и помещает его на место "содержание операции" с номером хх.
Директива "удалить операцию", формат ухх.
----------------------------------------Действия системы: из выбранного тп исключается операция с номером хх.
Директива "подстановка", формат *хх.
-----------------------------------Действия системы: подпрограмма предусматривает содержание всех операций, начиная с первой, и если в тексте какой-либо операции встречается символ звездочка "*",запрашивает и выводит с клавиатуры дисплея, который затем подставляется вместо этой звездочки. выход из режима подстановки возможен только в случае, когда в тексте тп не осталось (или не было) ни одного символа.
Директива "перенормировать операцию" формат нхх
-----------------------------------------------Действия системы: запрашивает и вводит с клавиатуры дисплея штучное время.
Директива "заменить разряд работ" формат рхх
---------------------------------------------Действия системы: запрашивает и вводит с клавиатуры дисплея разряд работ.
Директива "заменить оборудование" формат схх
---------------------------------------------Действия системы: запрашивает и вводит с клавиатуры дисплея наименование оборудования, по желанию пользователя можно посмотреть базу данных по оборудованию.
- 98 Директива "конец корректировки", формат кхх.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.