окончательные свойства на модели в процессе формовки и окончательную после извлечения модели благодаря тепловой обработке.
3. Самотвердеющие смеси высокой прочности, приобретающие достаточную для сохранения точного отпечатка прочность на модели в результате химического процесса.
Применение сырых глинистых смесей обеспечивает наиболее высокую производительность и хорошую точность отпечатка. Основные компоненты глинистых смесей: оборотная смесь, кварцевый песок и главное связующие - бентонит или формовочная глина.
При таком составе обеспечивается низкая стоимость смеси.
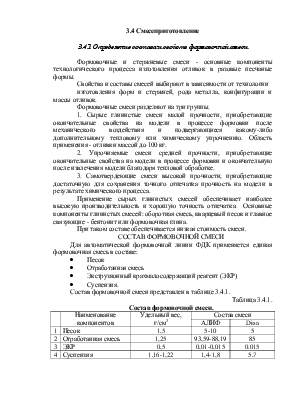
Для автоматической формовочной линии ФДК применяется единая формовочная смесь в составе:
· Песок
· Отработанная смесь
· Экструзионный крахмалосодержащий реагент (ЭКР)
· Суспензия.
Состав формовочной смеси представлен в таблице 3.4.1.
Таблица 3.4.1.
Состав формовочной смеси.
|
Наименование компонентов |
Удельный вес, г/см3 |
Состав смеси |
||
|
АЛИФ |
Disa |
|||
|
1 |
Песок |
1,5 |
5-10 |
5 |
|
2 |
Отработанная смесь |
1,25 |
93,59-88,19 |
85 |
|
3 |
ЭКР |
0,5 |
0,01-0,015 |
0.015 |
|
4 |
Суспензия |
1,16-1,22 |
1,4-1,8 |
5.7 |
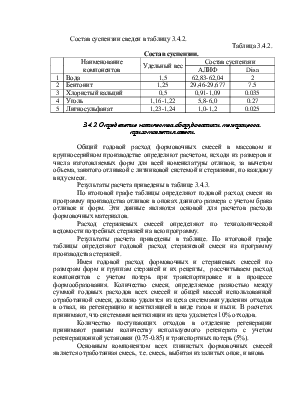
Состав суспензии сведен в таблицу 3.4.2.
Таблица 3.4.2.
Состав суспензии.
|
Наименование компонентов |
Удельный вес |
Состав суспензии |
||
|
АЛИФ |
Disa |
|||
|
1 |
Вода |
1,5 |
62,83-62,04 |
2 |
|
2 |
Бентонит |
1,25 |
29,46-29,677 |
7.5 |
|
3 |
Хлористый кальций |
0,5 |
0,91-1,09 |
0.035 |
|
4 |
Уголь |
1,16-1,22 |
5,8-6,0 |
0.27 |
|
5 |
Лигносульфанат |
1,23-1,24 |
1,0-1,2 |
0.025 |
3.4.2. Определение количества оборудования и техпроцесса приготовления смеси.
Общий годовой расход формовочных смесей в массовом и крупносерийном производстве определяют расчетом, исходя из размеров и числа изготовляемых форм для всей номенклатуры отливок, за вычетом объема, занятого отливкой с литниковой системой и стержнями, по каждому виду смеси.
Результаты расчета приведены в таблице 3.4.3.
По итоговой графе таблицы определяют годовой расход смеси на программу производства отливок в опоках данного размера с учетом брака отливок и форм. Эти данные являются основой для расчетов расхода формовочных материалов.
Расход стержневых смесей определяют по технологической ведомости потребных стержней на всю программу.
Результаты расчета приведены в таблице. По итоговой графе таблицы определяют годовой расход стержневой смеси на программу производства стержней.
Имея годовой расход формовочных и стержневых смесей по размерам форм и группам стержней и их рецепты, рассчитываем расход компонентов с учетом потерь при транспортировке и в процессе формообразования. Количество смеси, определяемое разностью между суммой годовых расходов всех смесей и общей массой использованной отработанной смеси, должно удалятся из цеха системами удаления отходов в отвал, на регенерацию и вентиляцией в виде газов и пыли. В расчетах принимают, что системами вентиляции из цеха удаляется 10% отходов.
Количество поступающих отходов в отделение регенерации принимают равным количеству используемого регенерата с учетом регенерационной установки (0.75-0.85) и транспортных потерь (5%).
Основным компонентом всех глинистых формовочных смесей является отработанная смесь, т.е. смесь, выбитая из залитых опок, и вновь
Таблица 3.4.3.
|
Производственное задание смесеприготовительному отделению |
||||||||||||||
|
№п/п |
Наименование |
Масса |
Количество отливок в форме, шт |
Объем отливки, куб.м. |
Объем стержня, куб.м. |
Масса стержня, кг |
Количество форм на производство отливки, шт |
Объем формы, куб.м |
Объем формовочной смеси в уплотненном состоянии на производство 1 формы, куб.м |
Объем формовочной смеси в рыхлом состоянии на производство 1 формы, куб.м |
Объем формовочной смеси в рыхлом состоянии на годовыю программу, куб.м |
Масса формовочной смеси в рыхлом состоянии на годовыю программу, т |
Масса стержневой смеси в рыхлом состоянии на годовыю программу, т |
|
|
1 |
Станина ЛЕУК 0811.2.03.04 |
55 |
2 |
0,0196 |
0,0150 |
12,0 |
6000 |
0,395 |
0,36 |
0,38 |
2306,29 |
2998,17 |
144,00 |
|
|
2 |
Корпус 7200-0220 |
32,5 |
2 |
0,0116 |
0,0200 |
16,0 |
4150 |
0,395 |
0,36 |
0,39 |
1608,62 |
2091,20 |
132,80 |
|
|
3 |
Корпус 7200-0215 |
15 |
3 |
0,0080 |
0,0200 |
16,0 |
2167 |
0,395 |
0,37 |
0,39 |
848,23 |
1102,69 |
104,02 |
|
|
4 |
Корпус 7200-4003 |
38,7 |
2 |
0,0138 |
0,0086 |
6,9 |
3600 |
0,395 |
0,37 |
0,40 |
1430,61 |
1859,79 |
49,68 |
|
|
5 |
Корпус Т-125С |
12 |
5 |
0,0107 |
0,0039 |
3,1 |
1740 |
0,395 |
0,38 |
0,41 |
706,04 |
917,85 |
26,97 |
|
|
6 |
Губка 7200-0221 |
24 |
4 |
0,0171 |
0,0015 |
1,2 |
1950 |
0,395 |
0,38 |
0,40 |
782,82 |
1017,67 |
9,36 |
|
|
7 |
Кронштейн 007.04.00.045 |
22 |
5 |
0,0196 |
0,0014 |
1,1 |
1680 |
0,395 |
0,37 |
0,40 |
670,18 |
871,23 |
9,24 |
|
|
8 |
Корпус 042.0000.017 |
25 |
4 |
0,0179 |
0,0034 |
5,4 |
2125 |
0,395 |
0,37 |
0,40 |
847,21 |
1101,37 |
45,90 |
|
|
9 |
Корпус 911-1600-022 |
32 |
2 |
0,0114 |
0,0065 |
5,2 |
4750 |
0,395 |
0,38 |
0,40 |
1910,50 |
2483,64 |
49,40 |
|
|
10 |
Корпус УГ3 32/00.00.111 |
30 |
4 |
0,0214 |
0,0116 |
9,3 |
2500 |
0,395 |
0,36 |
0,39 |
965,26 |
1254,83 |
92,80 |
|
|
11 |
Звёздочка |
0,5 |
4 |
0,0004 |
0,0001 |
0,1 |
6250 |
0,045 |
0,04 |
0,05 |
297,20 |
386,36 |
2,50 |
|
|
12 |
Звёздочка |
0,4 |
4 |
0,0003 |
0,0001 |
0,2 |
8000 |
0,045 |
0,04 |
0,05 |
380,50 |
494,64 |
6,40 |
|
|
13 |
Кронштейн |
0,65 |
4 |
0,0005 |
0,0003 |
0,5 |
11250 |
0,045 |
0,04 |
0,05 |
530,68 |
689,88 |
22,50 |
|
|
14 |
Ступица |
2,05 |
5 |
0,0018 |
0,0004 |
0,7 |
15000 |
0,045 |
0,04 |
0,05 |
683,71 |
888,83 |
52,50 |
|
|
15 |
Полуось |
6,015 |
4 |
0,0043 |
0,0000 |
0,0 |
6250 |
0,045 |
0,04 |
0,04 |
271,36 |
352,76 |
0,00 |
|
|
16 |
Барабан |
8 |
4 |
0,0057 |
0,0014 |
2,3 |
4375 |
0,045 |
0,04 |
0,04 |
176,63 |
229,61 |
40,25 |
|
|
17 |
Вилка |
4 |
3 |
0,0021 |
0,0015 |
1,2 |
6667 |
0,045 |
0,04 |
0,04 |
294,11 |
382,34 |
24,00 |
|
|
18 |
Втулка |
4,2 |
2 |
0,0015 |
0,0016 |
2,5 |
10750 |
0,045 |
0,04 |
0,04 |
480,88 |
625,15 |
53,75 |
|
|
19 |
Шайба |
1,4 |
4 |
0,0010 |
0,0006 |
0,5 |
8750 |
0,045 |
0,04 |
0,05 |
405,30 |
526,89 |
16,10 |
|
|
20 |
Корпус |
9,2 |
2 |
0,0033 |
0,0019 |
3,0 |
6500 |
0,045 |
0,04 |
0,04 |
276,22 |
359,08 |
39,00 |
|
|
21 |
Кулачок |
7,5 |
3 |
0,0040 |
0,0150 |
8,0 |
5000 |
0,045 |
0,03 |
0,03 |
138,57 |
180,14 |
120,00 |
|
|
22 |
Крышка |
7,2 |
2 |
0,0026 |
0,0075 |
6,0 |
12500 |
0,045 |
0,03 |
0,04 |
465,71 |
605,43 |
150,00 |
|
|
23 |
Фланец |
4,2 |
4 |
0,0030 |
0,0044 |
7,0 |
5000 |
0,045 |
0,04 |
0,04 |
200,67 |
260,87 |
140,00 |
|
|
24 |
Кронштейн |
8 |
2 |
0,0029 |
0,0015 |
2,4 |
25000 |
0,045 |
0,04 |
0,04 |
1083,81 |
1408,95 |
120,00 |
|
|
25 |
Упор |
7,3 |
2 |
0,0026 |
0,0018 |
1,4 |
13750 |
0,045 |
0,04 |
0,04 |
596,10 |
774,92 |
38,50 |
|
|
26 |
Пятка |
6,7 |
4 |
0,0048 |
0,0015 |
1,2 |
6250 |
0,045 |
0,04 |
0,04 |
257,85 |
335,20 |
30,75 |
|
|
27 |
Вал |
3,2 |
3 |
0,0017 |
0,0006 |
1,0 |
10667 |
0,045 |
0,04 |
0,05 |
485,40 |
631,02 |
32,00 |
|
|
28 |
Тяга |
5 |
2 |
0,0018 |
0,0011 |
1,7 |
15000 |
0,045 |
0,04 |
0,04 |
674,43 |
876,76 |
51,00 |
|
|
29 |
Ось |
2,4 |
2 |
0,0009 |
0,0114 |
9,1 |
18250 |
0,045 |
0,03 |
0,03 |
637,88 |
829,25 |
332,15 |
|
|
30 |
Штифт |
0,8 |
2 |
0,0003 |
0,0004 |
0,3 |
13750 |
0,045 |
0,04 |
0,05 |
650,31 |
845,40 |
8,25 |
|
|
31 |
Кольцо |
0,6 |
2 |
0,0002 |
0,0213 |
17,0 |
25000 |
0,045 |
0,02 |
0,03 |
627,62 |
815,90 |
850,00 |
|
|
32 |
Шайба |
0,75 |
2 |
0,0003 |
0,0066 |
5,3 |
26000 |
0,045 |
0,04 |
0,04 |
1056,84 |
1373,89 |
275,60 |
|
|
33 |
Ручка |
0,8 |
2 |
0,0003 |
0,0002 |
0,3 |
8000 |
0,045 |
0,04 |
0,05 |
379,96 |
493,95 |
4,80 |
|
|
34 |
Корпус |
14,1 |
1 |
0,0025 |
0,0021 |
3,3 |
15000 |
0,045 |
0,04 |
0,04 |
646,71 |
840,73 |
49,50 |
|
|
35 |
Корпус |
17 |
2 |
0,0061 |
0,0071 |
5,7 |
5000 |
0,045 |
0,03 |
0,03 |
169,62 |
220,50 |
57,00 |
|
|
36 |
Корпус |
9,2 |
3 |
0,0049 |
0,0019 |
3,0 |
33334 |
0,045 |
0,04 |
0,04 |
1358,12 |
1765,56 |
300,01 |
|
|
37 |
Корпус |
39 |
1 |
0,0070 |
0,0088 |
7,0 |
60000 |
0,045 |
0,03 |
0,03 |
1874,29 |
2436,57 |
420,00 |
|
|
38 |
Колосник |
5 |
4 |
0,0036 |
0,0009 |
1,5 |
1250 |
0,395 |
0,39 |
0,42 |
520,65 |
676,85 |
7,50 |
|
|
39 |
Фланец |
16 |
4 |
0,0114 |
0,0066 |
5,3 |
1250 |
0,395 |
0,38 |
0,40 |
502,60 |
653,37 |
26,50 |
|
|
40 |
Крышка |
3,1 |
2 |
0,0011 |
0,0013 |
1,0 |
3000 |
0,395 |
0,39 |
0,42 |
1256,46 |
1633,39 |
6,00 |
|
|
41 |
Кронштейн |
8 |
4 |
0,0057 |
0,0017 |
2,7 |
1250 |
0,395 |
0,39 |
0,41 |
516,80 |
671,84 |
13,50 |
|
|
42 |
Корпус |
19,5 |
2 |
0,0070 |
0,0019 |
1,5 |
30000 |
0,395 |
0,39 |
0,41 |
12357,14 |
16064,29 |
90,00 |
|
|
Итого по Disamatik |
24830 |
1552,42 |
||||||||||||
|
Итого по АЛИФ |
30198 |
2491,81 |
||||||||||||
|
Итого с просыпями: |
Disamatik |
27313 |
1707,66 |
|||||||||||
|
АЛИФ |
33218 |
2740,99 |
||||||||||||
|
Оборудование |
||||||||
|
Количество, т/ч |
Наименование |
Производи-тельность, т/ч |
Число |
Загрузка |
||||
|
Среднечасовое |
Расчетное |
Среднечасовое |
Расчетное |
Принятое |
Среднечасовое |
Расчетное |
||
|
7,49 |
8,99 |
1A12M |
12 |
0,62 |
0,75 |
1,00 |
0,62 |
0,75 |
|
9,11 |
10,94 |
1A12M |
12 |
0,76 |
0,91 |
1,00 |
0,76 |
0,91 |
направляемая для изготовления свежей формовочной смеси. В связи с тем, что все основные компоненты подаются в смеси приготовительное отделение готовыми к употреблению, технологический процесс смесеприготовления начинается с подготовки отработанной формовочной смеси к использованию.
Цель подготовки глинистой оборотной смеси - стабилизация ее физических свойств: температуры и влажности. Одновременно принимают меры к сохранению ценных компонентов этой смеси: активной глины, угля и др. Такая подготовка необходима для обеспечения постоянных свойств готовой смеси и для упрощения процессы смесеприготовления.
Подготовка сырых глинистых оборотных смесей для приготовления формовочных смесей, включает следующие операции: раздавливание комьев, извлечение и удаление металлических включений, охлаждение и стабилизацию заданных температур и влажности. для раздавливания сухих комьев применяют гладкие вальцы.
Металлические включения и мелкий скрап удаляют магнитным железоотделителем (сепаратором) 2-х типов: магнитными шкивами, устанавливаемыми вместо приводных барабанов ленточных конвейеров
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.