СТАНИНЫ
Основный требованием, предъявляемым к станине станка, является возможно длительное — в течение по меньшей мере нескольких лет — обеспечение правильного взаимного положения узлов и частей, монтированных на станине, при всех предусмотренных режимах работы станка. Это относится как к узлам, неподвижным на станине, так и к перемещающимся по ней или по частям, жестко связанным со станиной. Выполнение указанной важнейшей функции, от чего зависит в значительной степени точность обработанного на станке изделия (она зависит, однако, и от ряда других факторов), достигается неизменностью соответственно расположенных на станине базирующих поверхностей для основных узлов станка, неподвижных и перемещающихся в процессе снятия стружки или при наладке станка. Базирующие поверхности для перемещающихся частей называются направляющими движения и направляющими перестановки.
Отсюда вытекает предъявляемое к станинам наряду с требованиями прочности, удобства изготовления, малой "металлоемкости" и достаточно низкой стоимости основное требование неизменности относительных положений базирующих поверхностей во время работы станка.
Практически это сводится к требованию неизменности формы станины, которая достигается:
1) выбором материала станины и такой технологии ее изготовления, которая исключала бы постепенное изменение формы станины, вызываемое иногда внутренними напряжениями;
2) такой жесткостью станины, при которой ее деформации под действием наибольших усилий во время работы станка не выходили бы за пределы, сообразованные с допусками на неточность изделий, которые будут обрабатываться на проектируемом станке;
3) виброустойчивостью станины (как и других частей станка и инструмента), необходимой для того, чтобы чистота поверхности обработанных изделий отвечала характеру работ, выполняемых на станке (черновая, получистовая, чистовая, отделочная обработка), а стойкость инструмента была экономичной;
4) достаточно большой износостойкостью направляющих движения к перестановки, для того чтобы регулировку их с целью компенсации зазоров, увеличивающихся вследствие износа, а тем более ремонт не приходилось производить слишком часто.
При любом материале станины невозможно исключить влияние колебаний температуры внутри цеха на размеры и форму станины. Поэтому такие высокоточные станки, как координатно-расточные, резьбошлифовальные, доводочные для калибров и т. п., устанавливают в помещениях с нормальной температурой 20С , регулируемой автоматически.
Форму станины определяют прежде всего:
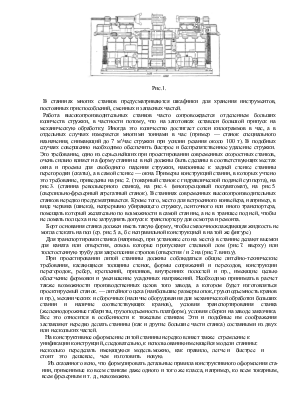
1. Расположение на ней базируюших поверхностей и в особенности направляющих для суппортов, стола, подвижной стоики, головки, бабки и т. п. В зависимости от этого станина получает развитие по горизонтали — в длину или ширину, по вертикали (станки долбежные, плоскошлифовальные, протяжные, шлифовально-притирочные, различные станки ротационного типа), имеет в плане круглую форму (станки с вращающимися столами — карусельные, плоскошлифовальные, притирочные, станки с многопозиционными столами) и т. д. Так как расположение базирующих поверхностей в немалой степени
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.