. В последнем случае образуются полые частицы. Оплавление поверхностного слоя происходит, когда частица обладает большим размером, чем зазор, в котором она находится, и, воспринимая внешнюю нагрузку, кратковременно нагревается до температуры плавления. Оплавляясь, частица стремится принять форму шара (рисунок 3.3, б) как наиболее энергетически выгодную. Отметим, что образование сферических частиц может происходить и при других видах изнашивания.
Интенсивность абразивного изнашивания зависит от ряда факторов. Наиболее существенными из них являются номинальное давление ра на контакте и твердость изнашиваемого материала HV или НВ:
При изнашивании по закрепленному абразиву относительная износостойкость £о технически чистых металлов и отожженной стали прямо пропорциональна их твердости (рисунок 3.4, а). Это обусловлено уменьшением глубины внедрения абразивных частиц в объем изнашиваемого тела. С увеличением твердости сталей путем термообработки (рисунок 3.4, 6) их относительная износостойкость также возрастает. Причем эта зависимость является линейной. Повышение твердости стали методом предварительного деформационного упрочнения не вызывает существенного изменения е0 (рисунок 3.4, в), в отдельных случаях возможно даже снижение е0. Последняя зависимость обусловлена тем, что в процессе абразивного износа достигается предельно высокое упрочнение, т. е. материал характеризуется не исходной твердостью, а твердостью в состоянии наклепа. В этих условиях предварительное упрочнение деформированием лишь ускоряет процесс разрушения поверхностного слоя. Рост Ей при термообработке связан с тем, что она повышает предельное значение наклепа (упрочнения).
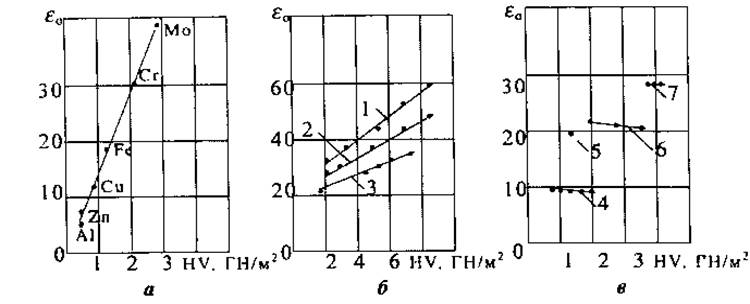
Рисунок 3.4 – Влияние твердости на износостойкость технически чистых металлов(а), термообрабо-танных сталей (б) и упрочненных наклепом металлов (в):
1 - сталь Х12; 2 - сталь У8; 3 - сталь 40; 4 - латунь Л-80; 5 - сталь 40 до наклепа; 6,7 - сталь 40 после наклепа, закаленная и отпущенная до разных температур
Интенсивность изнашивания металлов зависит также от твердости частиц абразива НУЯ. Если HVO значительно превышает твердость изнашиваемого металла HV, то интенсивность изнашивания последнего сравнительно слабо зависит от разности твердостей абразива и металла. Так, изменение отношения HVa / HV от 25 до 200 вызывает снижение сопротивления чистых металлов изнашиванию только в 4 - 8 раз. Если твердость металла превышает 60 % твердости абразива, то износостойкость металла резко возрастает, а зависимость е0 (HVO/ HV) становится более ярко выраженной. В интервале изменения HVO / HV от 3 до 25 зависимость If, от соотношения твердостей сопрягаемых тел отражается нелинейной функцией.
Установлено, что влияние скорости скольжения на Д металлов при абразивном изнашивании неоднозначно. Характер зависимости Ih(v) является достаточно сложным и определяется структурой металла и уровнем нормальной нагрузки. При v > 2 м/с наблюдается тенденция к уменьшению If, с ростом скорости скольжения. Для ряда металлов при низких скоростях скольжения интенсивность изнашивания находится в прямой зависимости от давления на контакте, скорости скольжения и коэффициента трения:
По-видимому, одной из причин снижения Ihявляется уменьшение глубины относительного внедрения частиц в объем металла с ростом v. Соответствие /л работе трения подтверждает возможность применения кинетической теории прочности твердых тел для объяснения закономерностей их абразивного изнашивания.
Существенную роль в процессе изнашивания металлов играет размер частиц абразива с/а . Так, увеличение daот 25 до 100 мкм вызывает повышение //, стали Д7ХФНШ в 3 - 4 раза, что объясняется ростом давления на пятнах фактического контакта, так как число частиц, вступающих в контакт с металлом, уменьшается. Зависимость lh(djграфически изображается выпуклыми кверху кривыми, при da>100 мкм эта зависимость становится менее ощутимой.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.