







1. технологічний РОЗДІЛ
1.1. Загальна характеристика креслення деталі
1.1.1. Аналіз службового призначення та умов роботи деталі у вузлі
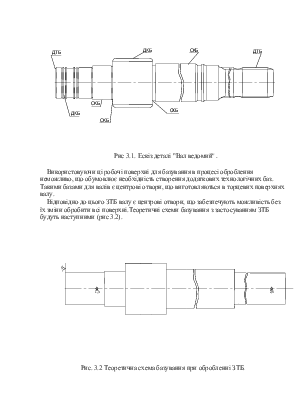
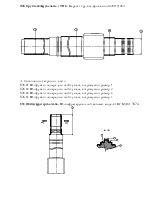
Деталь-Вал-ведомий-виготовлена зі сталі 40Х точінням, тому конфігурація зовнішнього контуру та внутрішніх поверхонь не викликає значних труднощів при отриманні заготовки. Основне призначення вал-ведомого – передача крутного моменту до інших вузлів та до деталей що на ньому розміщуються.
1.1.2. Матеріал деталі, фізико-механічні характеристики
та хімічний склад
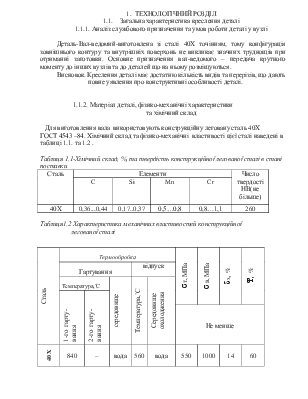
Для виготовлення вала використовують конструкційну леговану сталь 40Х
ГОСТ 4543 –84. Хімічний склад та фізико-механічні властивості цієї сталі наведені в таблиці 1.1. та 1.2 .
Таблиця 1.1-Хімічний склад, %, та твердість конструкційної легованої сталі в стані поставки
|
Сталь |
Елементи |
Число твердості НВ(не більше) |
|||
|
C |
Si |
Mn |
Cr |
||
|
40Х |
0,36...0,44 |
0,17..0,37 |
0,5…0,8 |
0,8…1,1 |
260 |
Таблиця1.2 Характеристика механічних властивостей конструкційної
легованої сталі
|
Сталь |
Термообробка |
σт, МПа |
σв, МПа |
δ5, % |
Ψ, % |
|||||
Гартування |
відпуск |
|||||||||
Температура,˚C |
середовище |
Температура,˚C |
Середовище охолодження |
|||||||
|
1-го гартування |
2-го гартування |
|||||||||
Не менше |
||||||||||
40Х |
840 |
– |
вода |
560 |
вода |
550 |
1000 |
14 |
60 |
|
Примітка. У табл.1.2. використані такі позначення: σт – границя текучості; σв – тимчасовий опір; δ5 – відносне видовження; Ψ – відносне звуження.
1.1.3. Відпрацювання конструкції деталі на технологічність
Метою відпрацювання деталі на технологічність є виявлення недоліків конструкції за допомогою інформації, яку дають креслення деталі та технічні вимоги на виготовлення цієї деталі. Технологічністю конструкції виробу називають сукупність технічних властивостей виробу, які направлені на підвищення продуктивності праці, зниження витрат та скорочення часу при виготовленні виробу при одночасному забезпеченні необхідної точності та якості поверхонь. Види і показники технологічності конструкції та правила відпрацювання конструкції деталі на технологічність обумовлюються стандартом.
Відпрацювання конструкції деталі на технологічність необхідно виконувати у відповідності до ЄСТПВ. Загальні правила забезпечення технологічності конструкції виробу визначаються у відповідності до стандарту ГОСТ 14.201-83,а правила вибору показників технологічності конструкції виробу у відповідності до стандарту ГОСТ 14.202-73. Цей стандарт передбачав два види оцінки технологічності: якісну та кількісну.
Якісна оцінка характеризує технологічність конструкції виробу узагальнено, опираючись на виробничий досвід виконавця.
Кількісна оцінка технологічності конструкції виробу передбачає визначення показників, чисельне значення яких характеризує ступіть задоволення вимог до технологічності конструкції.
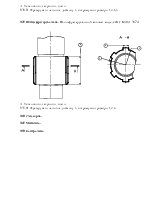
Якісна оцінка технологічності конструкції. Деталь – "Вал ведомий" – виготовляється зі сталі 30ХС штампуванням, тому конфігурація зовнішнього контуру та внутрішніх поверхонь не викликають значних ускладнень при отриманні заготовки. Трохи незручним можна охарактерезувати розміщення отворів на торцю вала, та отворів розташованих перпендикулярно вісі деталі на цилінричній шийці.
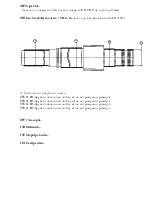
Деталь має одну площину симетрії. Достатня жорсткість деталі для обробки поверхонь, які потребують цього, робить деталь технологічною. До більшості поверхонь є вільний доступ інструмента. Кількісна оцінка технологічності конструкції. Кількісну оцінку технологічності конструкції будемо проводити на основі креслення деталі (рис. 1).
1. Коефіцієнт технологічності конструкції та точності розмірів поверхонь КТЧ визначимо за формулою:
 , (1)
, (1)
де  -
середній клас точності обробки виробу; ni – число розмірів відповідного класу точності; Т –
клас точності обробки.
-
середній клас точності обробки виробу; ni – число розмірів відповідного класу точності; Т –
клас точності обробки.
![]() .
.
Отже, за цим показником деталь технологічна.
2. Коефіцієнт технологічності конструкції по шорсткості поверхонь Кш визначимо за формулою:
 ,
(2)
,
(2)
де  -
середній параметр шорсткості поверхні виробу; Ш – параметр шорсткості поверхні;
nim – число поверхонь відповідного класу шорсткості.
-
середній параметр шорсткості поверхні виробу; Ш – параметр шорсткості поверхні;
nim – число поверхонь відповідного класу шорсткості.
 .
.
За цим показником деталь є також технологічною.
3. Коефіцієнт технологічності конструкції по використанню матеріалу заготовки визначимо за формулою:
![]()
 (3).
(3).
де МД – маса готової деталі, кг ; МЗ – маса заготовки.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.