|
060 |
Шліцешліфувальна
|
Шліфувальний |
УБП |
Шліф. Круг. |
|
070 |
Шліфувальна
|
Шліфувальний |
УБП |
Шліф. Круг. |
|
075 |
Мий очна |
|||
|
080 |
Контрольна |
2.7 Обґрунтування виду та методу отримання заготовки.
Оскільки заготовка повинна бути зі сталі 45 то вона буде виконуватись методом пластичного деформування. Можливо декілька варіантів виготовлення заготовки для валу:
Перший варіант - це виготовлення заготовки методом штамповки, який дозволяє отримати заготовку потрібної нам форми з додатковим припуском;
Другий метод – це отримання заготовки з прокату;
Є ще інші методи, але нам необхідно вибрати один.
Оскільки наш вал має невеликі перепади діаметрів, та для ССВ при річній програмі випуску N=4000 штук , та матеріалу деталі ст. 45 приймають вид заготовки – прокат.
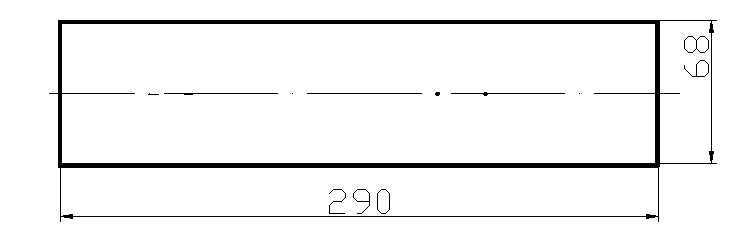
Рис. 2.7.1 Ескіз заготовки.
Орієнтовна маса прокату заготовки , враховуючи конфігурацію деталі та кількість поверхонь ,що обробляються буде становити на 15% більше від маси деталі.
Масу заготовки приймаємо рівною 8 кг.
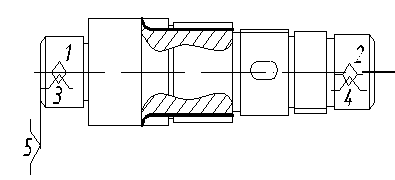
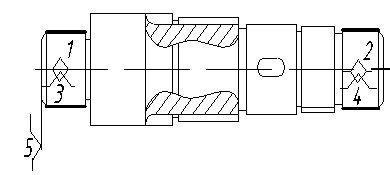
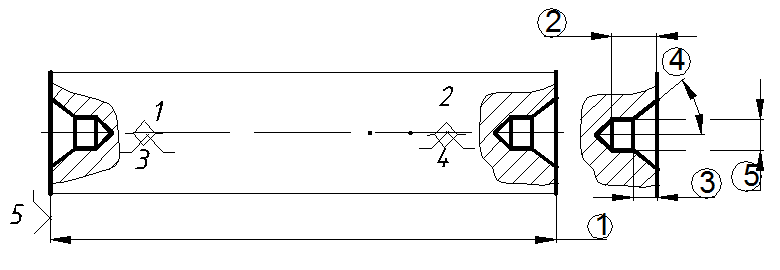
005. Фрезерно-центрувальна, верстат МР-71.
 А.Установити,
закріпити, зняти.
А.Установити,
закріпити, зняти.
01.Фрезерувати торцеві поверхні одночасно, остаточно, витримуючи розмір 1
02.Свердлити центрові отвори, втримуючи розміри 2,3,4,5.
010. Токарна з ЧПУ, верстат 16К20Ф3.
А.Установити, закріпити, зняти.
01.Точити циліндричні поверхні з підрізанням прилеглих торцевих поверхонь, послідовно, попередньо, витримуючи розміри 1..8.
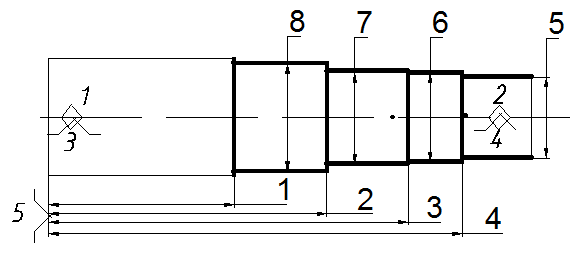
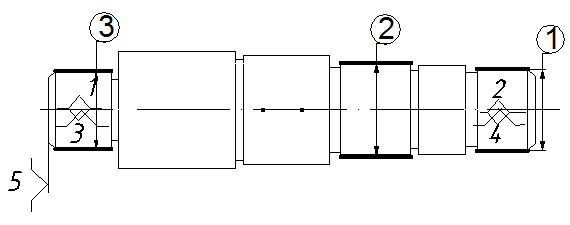
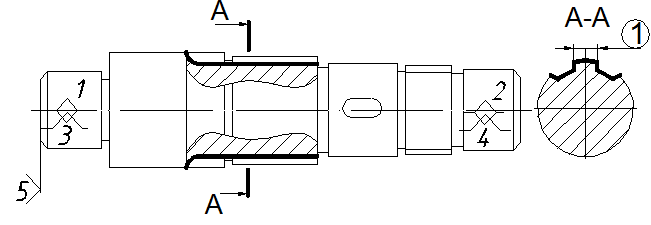
015. Токарна з ЧПУ, верстат 16К20Ф3.
А.Установити, закріпити, зняти.
01.Точити циліндричні поверхні з підрізанням прилеглих торцевих поверхонь, послідовно, попередньо, витримуючи розміри 1..3.
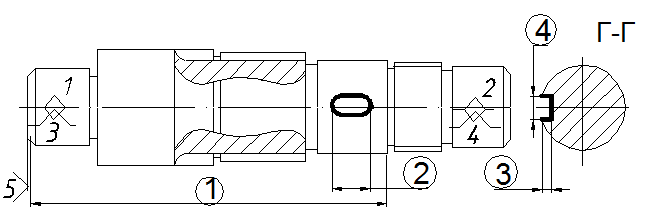
020. Токарна з ЧПУ, верстат 16К20Ф3.
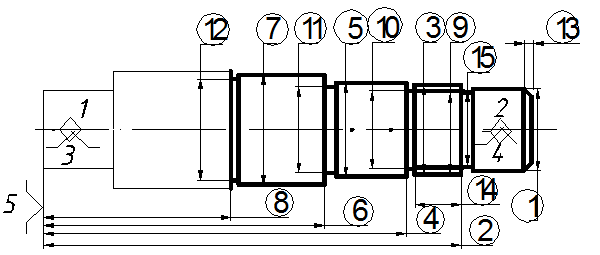
А.Установити, закріпити, зняти.
01.Точити циліндричні поверхні з підрізанням прилеглих торцевих поверхонь послідовно, витримуючи розміри 1..8.
02. Точити 4 канавки послідовно остаточно, витримуючи розміри 2,9,4,10,6,11,8,12.
03. Точити фаску, витримуючи розмір 13.
04. Точити різь, витримуючи розміри 14,15 та шаг різі 1,5.
025. Токарна з ЧПУ, верстат 16К20Ф3.
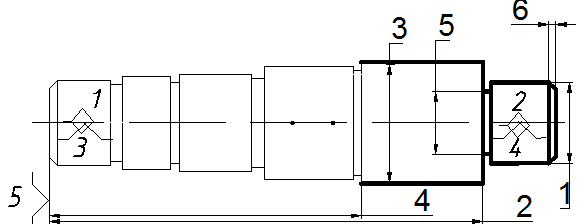
А.Установити, закріпити, зняти.
01.Точити циліндричні поверхні з підрізанням прилеглих торцевих поверхонь послідовно попередньо, витримуючи розміри 1..4.
02. Точити канавку остаточно, витримуючи розміри 2,5.
03. Точити фаску витримуючи розмір 6.
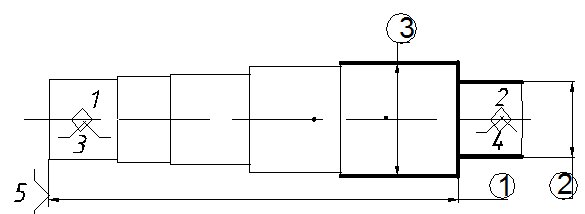
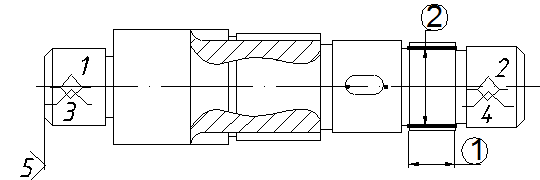
030 Шліфувальна, верстат 3М151Ф2.
А.Установити, закріпити, зняти.
01. Шліфувати зовнішні циліндричні поверхні послідовно попередньо, витримуючи розміри 1,2,3.
035. Шліцефрезерна, верстат 5К310.
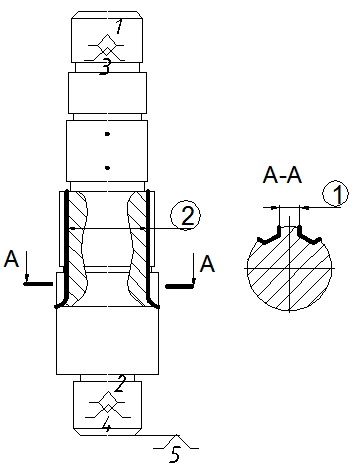
А.Установити, закріпити, зняти.
01. Фрезерувати шліци одночасно остаточно, витримуючи розміри 1,2.
040.Шпоковофрезерна 692Р
А.Установити, закріпити, зняти.
01. Фрезерувати шпонковий паз остаточно, витримуючи розміри 1..4.
045. Термічна .
Загартування СВЧ h0,8-1,2 HRC 42..46.
050. Центрошліфувальна, верстат 3К225В.
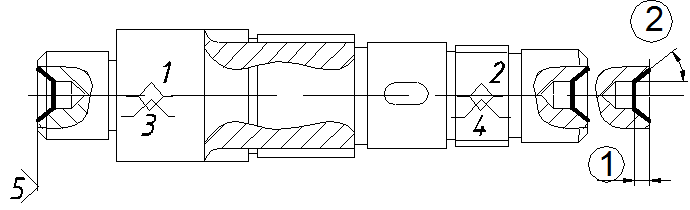
А.Установити, закріпити, зняти.
01. Шліфувати центрові отвори послідовно остаточно, витримуючи розміри 1,2.
055. Шліцешліфувальна, верстат 3451Б
А.Установити, закріпити, зняти.
01. Шліфувати шліцеву поверхню послідовно остаточно, витримуючи розмір 1,2.
060. Токарна, верстат 16Б16.
А.Установити, закріпити, зняти.
01. Калібрувати різьбу, витримуючи розміри 1,2.
065. Шліфувальна, верстат 3М151Ф3
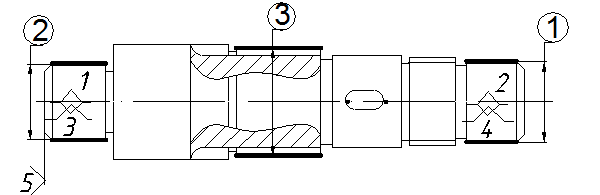
А.Установити, закріпити, зняти.
01. Шліфувати зовнішні циліндричні поверхні послідовно остаточно, витримуючи розміри 1,2,3.
070. Мийочна
075. Контрольна
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.