Загальний алгоритм вибору технологічних баз передбачає на першому етапі вибір загальних технологічних баз (ЗТБ). На першій операції (при не можливості – за декілька операцій ) потрібно отримати загальну технологічну базу-сукупність поверхонь заготовки, що забезпечує обробку на більшості операцій технологічного процесу з незмінною установкою заготовки. Для цього виконується класифікація поверхонь за службовим призначенням. Конструкція будь-якої деталі може бути представлена, як сукупність чотирьох видів поверхонь:
1. основні конструкторські бази (ОКБ);
2. допоміжні конструкторські бази (ДКБ);
3. кріпильні поверхні;
4. вільні поверхні.
Згідно до цього проводимо класифікацію поверхонь деталі за службовим призначенням (див. рис. 2.2)
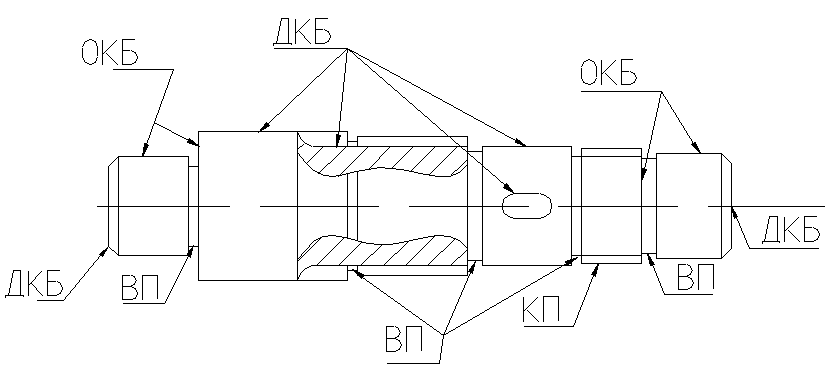 Рис 2.2. Класифікація поверхонь деталі.
Рис 2.2. Класифікація поверхонь деталі.
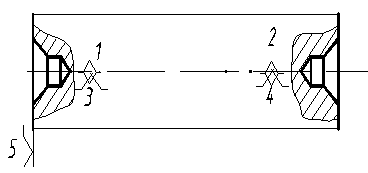
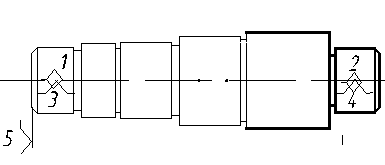
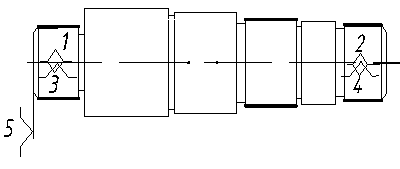
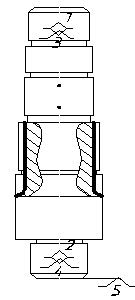
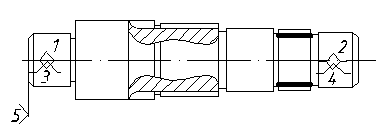
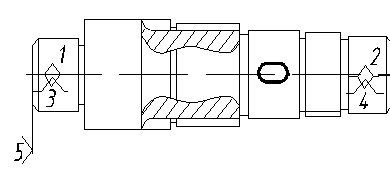
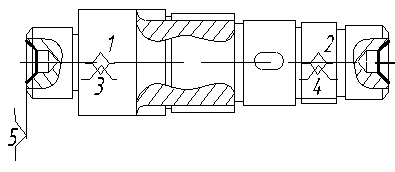
Основними базами (ОКБ) валів є поверхні його опорних шийок. Але використовувати їх у якості технологічних баз(ЗТБ) для обробки зовнішніх поверхонь, як правило, ускладнено. Тому за (ЗТБ) бази приймають поверхні центрових отворів з обох торців заготовки, тобто ДТБ заміняють ЗТБ, що дає можливість оброблювати всі зовнішні поверхні вала на єдиних базах з установкою його в центрах. Схема базування по ЗТБ наведена на (рис.2.3).Тоді можна сказати, ЗТБ буде постійною. У зв'язку з цим механічну обробку валів починають з операції підготовки технологічних баз - підрізання торців та їх зацентровки, оскільки оброблення цих поверхонь виключає появу браку. В залежності від типу виробництва цю операцію можна виконувати як на токарних і револьверних, так і на центрувальних та фрезерно-центрувальних верстатах.
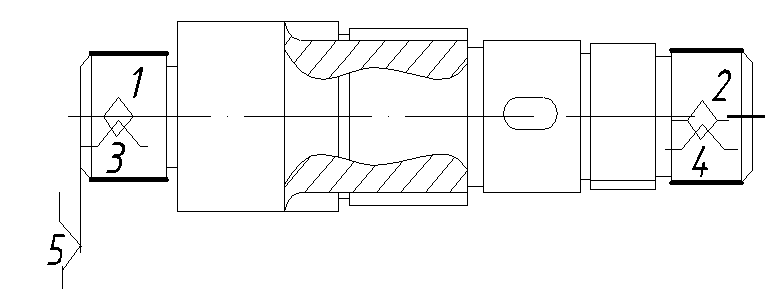
Рис.2.3. Схема базування по ЗТБ
2.6. Проектування маршрутного технологічного процесу
На даному етапі проектування необхідно розробити технологічний процес обробки заданої деталі. При розробці маршрутної технології для реалізації кожної технологічної операції встановлюють групу верстата , необхідне пристосування та інструмент.
В табл.2.6. наведений варіант маршрутного технологічного процесу.
Таблиця 2.6. Маршрутний технологічний процес
|
№ опер |
Назва опер. та теор. схема базування |
Верстатні системи |
Систм пристр. |
Інструм Сист. |
|
1 |
2 |
3 |
4 |
5 |
|
005 |
Фрезерно-центрувальна
|
Фрезерно-центрувальний
|
УБП |
Відрізна фреза. Сверло центрівне |
|
010 |
Токарна з ЧПУ
|
Токарний верстат з ЧПУ |
УБП |
Токарний різець пластин |
|
015 |
Токарна з ЧПУ
|
Токарний верстат із ЧПУ |
УБП |
Токарний різець |
|
1 |
2 |
3 |
4 |
5 |
|
020 |
Токарна з ЧПУ
|
Токарний верстат з ЧПУ |
УБП |
Токар-ний різець |
|
025 |
Токарна з ЧПУ
|
Токарний верстат з ЧПУ |
УБП |
Токар-ний різець для контур-ного точіння з механіч-ним кріплен-ням пластин |
|
030 |
Шліфувальна
|
Шліфувальний |
УБП |
Шліфувальний круг |
|
035 |
Шліцефрезерна
|
Шліце –фрезерний |
УБП |
Червячна фреза |
|
040 |
Токарна з ЧПУ
|
Токарний верстат з ЧПУ |
УБП |
Токар-ний різець |
|
045 |
Шпонково-фрезерна
|
Шпонково-фрезерний |
УБП |
Шпонкова фреза |
|
050 |
Термічна |
|||
|
055 |
Центрошліфувальна
|
Шліфувальний |
УБП |
Шліф. Круг. |
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.