4 Раскрой материала
Для листовой штамповки выбор исходной заготовки осуществляется путём экономического анализа возможных вариантов раскроя материала и определения оптимального.
В качестве критерия оптимальности принимается коэффициент использования материала [2]:
 , где Мд - масса готового
изделия, кг;
, где Мд - масса готового
изделия, кг;
Н - норма расхода материала на одно изделие, кг;
Существует два типа раскроя: с наличием технологических отходов и без них. Последний носит название малоотходной или безотходной штамповки. Для расчета данной заготовки применяем малоотходный комбинированный тип раскроя.
В качестве исходной заготовки применяем рулон шириной равным ширине «Кронштейна», т.е. В=22 мм. Рулон такой ширины режут на многодисковых ножницах из более широкой ленты размером 110 мм.
Необходимо принять величину перемычки между деталями в ленте. Из [3] величина перемычки равна 1,0 мм для материала, толщиной 0,8 мм, но т.к. изготовление детали производится в условиях ограниченного отхода материала, то величину перемычки между деталями увеличиваем вдвое - а=2 мм для наибольшей жесткости ленты при штамповке.
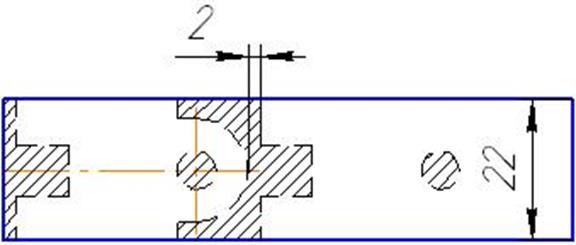
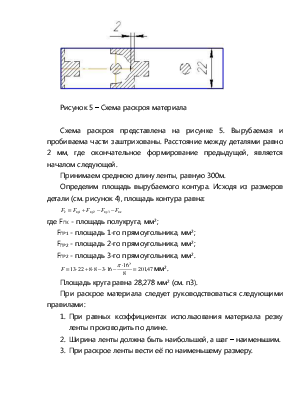
Рисунок 5 – Схема раскроя материала
Схема раскроя представлена на рисунке 5. Вырубаемая и пробиваема части заштрихованы. Расстояние между деталями равно 2 мм, где окончательное формирование предыдущей, является началом следующей.
Принимаем среднюю длину ленты, равную 300м.
Определим площадь вырубаемого контура. Исходя из размеров детали (см. рисунок 4), площадь контура равна:
![]()
где FПК - площадь полукруга, мм2;
FПР1 - площадь 1-го прямоугольника, мм2;
FПР2 - площадь 2-го прямоугольника, мм2;
FПР2 - площадь 3-го прямоугольника, мм2.
 мм2.
мм2.
Площадь круга равна 28,278 мм2 (см. п3).
При раскрое материала следует руководствоваться следующими правилами:
1. При равных коэффициентах использования материала резку ленты производить по длине.
2. Ширина ленты должна быть наибольшей, а шаг – наименьшим.
3. При раскрое ленты вести её по наименьшему размеру.
Расположение деталей относительно друг друга и относительно ленты зависит от конфигурации детали. В данном проекте деталь расположена так, что конец одной детали является началом другой, т.е. комбинированное положение. Это и обеспечивает наибольшую экономию металла.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.