8 Расчет технологических усилий и работы деформации
I. Усилие резания листового металла ножницами
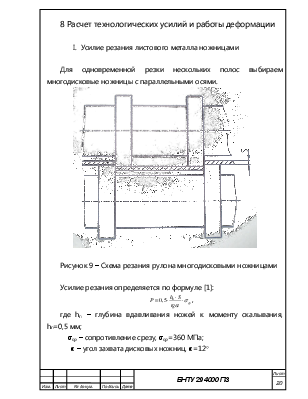
Для одновременной резки нескольких полос выбираем многодисковые ножницы с параллельными осями.
Рисунок 9 – Схема резания рулона многодисковыми ножницами
Усилие резания определяется по формуле [1]:
 ,
,
где hп – глубина вдавливания ножей к моменту скалывания, hп=0,5 мм;
σср – сопротивление срезу, σср=360 МПа;
α – угол захвата дисковых ножниц, α=12°
 Н.
Н.
II. Потребные усилия и работы для штамповки
Операция штамповки состоит из трех переходов. Так как по заданию штамп последовательного действия,
I переход – пробивка отверстия;
II переход – вырубка контура;
III переход – гибка.
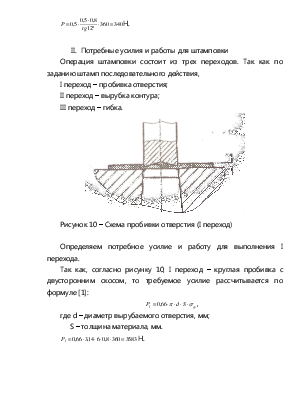
Рисунок 10 – Схема пробивки отверстия (I переход)
Определяем потребное усилие и работу для выполнения I перехода.
Так как, согласно рисунку 10, I переход – круглая пробивка с двусторонним скосом, то требуемое усилие рассчитывается по формуле [1]:
![]() ,
,
где d – диаметр вырубаемого отверстия, мм;
S – толщина материала, мм.
![]() Н.
Н.
Усилие, необходимое для проталкивания отхода через матрицу с цилиндрической шейкой, определяется по формуле [1]:
![]() ,
,
где Р – полное усилие пробивки, кгс;
Rпр – коэффициент. При вырубке на провал Rпр=0,05 – 0,10. Принимаем Rпр=0,10.
n – количество деталей, находящихся в шейке матрицы. n=3.
![]() Н
Н
Усилие необходимое для снятие полосы с пуансона, определяется по формуле [1]:
![]() ,
,
где Rсн – коэффициент, определяемый в зависимости о типа штампа и толщины материала.
Коэффициент Rсн определяем из [1]:
Rсн=0,06 – 0,08. Принимаем Rсн=0,08
![]() Н.
Н.
Общее усилие пробивки:
![]()
![]() Н.
Н.
Работа резания при скошенных режущих кромках определяется:
 ,
,
где Н – высота скоса, мм;
х1 – коэффициент, приближенно принимаемый для мягкой стали при H=S x1=0,5 – 0,6. Принимаем x1=0,5.
 Н·м
Н·м
Подсчитываем потребное усилие и работу для выполнения II перехода
Усилие определяется по формуле [1]:
![]() ,
,
где L – периметр вырубаемого контура, мм.
Периметр вырубаемого контура согласно рисунка 11:
L=7·2+8·3+3·2+3·2+3,14·8=75,13 мм.
![]() Н.
Н.
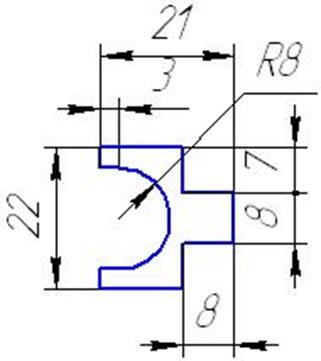
Рисунок 11 – Контур вырубки (II переход)
Усилие, необходимое для снятия полосы с пуансона:
![]() Н.
Н.
Усилие, необходимое для проталкивания отхода через матрицу с цилиндрической шейкой:
![]() Н
Н
Общее усилие вырубки:
![]()
![]() Н.
Н.
Работа резания при вырубке плоскими кромками определяется [1]:
 ,
,
где х – коэффициент, зависящий от рода и толщины материала, х=0,6
 Н·м
Н·м
Рассчитываем усилие гибки (III переход).
Согласно рисунку 12, способ гибки – это одноугловая односторонняя гибка с прижимом (без калибровки). При данном способе усилие гибки рассчитывается по формуле [8]:
![]() ,
,
Рисунок 12 – Схема гибки (III переход)
где σв – временное сопротивление, кгс/мм2;
L – суммарная длина гиба, мм;
1,25 – коэффициент, учитывающий колебания в толщине материала, трение между скользящими поверхностями детали и рабочими частями штампа, а также упрочнение в результате гибки;
К – коэффициент, определяемый из соотношения R/S. Принимаем К=0,14.
Согласно чертежу детали суммарная длина гиба равняется ширине детали L=22 мм.
![]() Н
Н
Так как гибка производится с прижимом, то для определения общего усилия к усилию гибки прибавляется усилие прижима, определяемое по формуле [8]:
![]() ,
,
где Р – усилие гибки.
![]() Н
Н
Общее усилие гибки
![]() Н
Н
Определяем общее технологическое усилие, необходимое для изготовления детали по всем операциям:
![]()
![]() Н.
Н.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.