1 ОБЩАЯ ЧАСТЬ
1.1Назначение, работа и конструкция печей
Методические нагревательные печи применяют в кузнечных и прокатных цехах для нагрева деталей различных форм и размеров. Широкое применение этих печей обусловлено тем, что печи они имеют достаточно высокую производительность при невысоком удельном расходе топлива.
Характеристика и работа методической печи
Печи бывают различного технологического назначения, обладающие большим сходством, как по условиям своей работы, так и по конструкции. Например, могут быть объединены печи для нагрева металлов перед ковкой или прокаткой, печи для термической обработки металлов и кирпичеобжигательные печи.
По методу транспортировки металла методические печи относятся к проходным печам. Ряд соприкасающихся друг с другом заготовок заполняет весь под печи и продвигается через печь при помощи толкателя. По мере загрузки в печь новой заготовки одна нагретая заготовка выдается из печи. Нагревательные печи характеризуются наличием свободного, незанятого нагревательными изделиями объема рабочего пространства, которое необходимо для развития процесса горения и переноса тепла движущимися газами. Однако некоторые нагревательные печи, особенно низкотемпературные, могут иметь топки, расположенные вне рабочего пространства печи или электрические нагреватели. В этих печах промежутки между стенками и изделиями, а также между изделиями служат для прохода теплоносителей.
Тепловой и температурный режим методических печей постоянны во време- ни. Вместе с тем температура в методических печах значительно меняется по дли-
не печи. Характер изменения температуры по длине печи определяет количество и назначение зон печи. Металл поступает в зону наиболее низких температур и, продвигаясь навстречу дымовым газам, температура которых все время повышается, постепенно (методически) нагревается.
Первая (по ходу металла) зона с изменяющейся по длине температурой, называется методической зоной. В ней металл постепенно подогревается до поступления в зону высоких температур (сварочную зону). Во избежание возникновения чрезмерных термических напряжений часто необходим медленный нагрев металла в интервале температур от 0 до 550 градусов. Постепенный нагрев металла в методической зоне обеспечивает безопасный режим нагрева. Вместе с тем методическая зона представляет собой противоточный теплообменник.
Первая зона (по ходу металла) с изменяющейся по длине температурой, называется методической зоной. В ней металл постепенно подогревается до поступления в зону более высоких температур (сварочную зону). Во избежание возникновения чрезмерных термических напряжений часто выполняют медленный нагрев металла в промежутке температур от 0 до 550 градусов. Постепенный нагрев металла в методической зоне обеспечивает безопасный режим нагрева. Вместе с тем методическая зона представляет собой противоточный теплообменник.
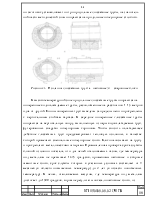
Находящиеся в состоянии теплообмена металл и дымовые газы продвигаются навстречу друг другу. Металл нагревается дымовыми газами, говоря другими словамиличество , металл утилизирует тепло дымовых газов, отходящих из зоны высоких температур. Весьма значительно общее падение температуры дымовых газов в методической зоне. В среднем в зоне высоких температур методических печей, температура держится на уровне промежутка 1300-1400 градусов, в конце методической печи она находится в пределах 750-1000 градусов. Методическая зона значительно увеличивает коэффициент использования топлива.
Вторая зона (по ходу металла) называется сварочной зоной. Быстрый нагрев поверхности заготовки до конечной температуры – является функцией этой зоны. Температура нагрева металла в методических печах обычно составляет 1150-1250
градусов. Для интенсивного нагрева поверхности металла до этих температур в сварочной зоне необходимо повысить температуру примерно на 150- 250 градусов выше, то есть температура сварочной зоны должна составлять 1300-1400 градусов.
Третья зона (по ходу металла) томильная (зона выдержки) служит для выравнивания температуры по сечению. В сварочной зоне только поверхность металла нагревается до высоких температур; температура середины металла значительно меньше чем температура поверхности. Вследствие этого создается большой перепад температур по сечению металла, недопустимый по технологическим требованиям. В томильную зону металл поступает со значительным перепадом температур по толщине. Температуру в томильной зоне поддерживают всего на 50-70 градусов выше необходимой температуры нагрева металла. Температура на поверхности металла в томильной зоне не меняется и поддерживается на достигнутом в сварочной зоне уровне; происходит только выравнивание температуры по толщине металла. Печи с тремя зонами называются трехзонными методическими печами.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.