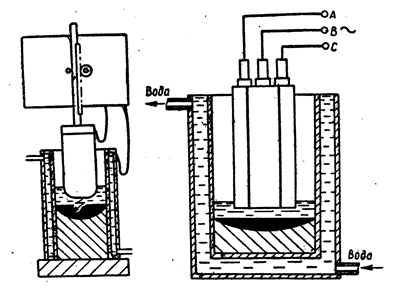
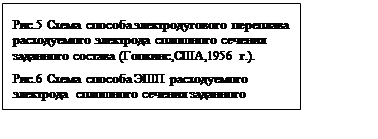
В 1965 г. в США был выдан патент № 3.469.968, в котором нет никаких упоминаний о дуговом процессе: здесь уже идет речь о переплаве расходуемых электродов за счет теплоты, выделяющейся, в шлаковой ванне при прохождении электрического тока между нижним концом электрода и ванной расплавленного металла. Строго говоря, нет никаких внешних принципиальных отличий между схемами переплава, изображенными на рис. 5 (1956 г.) и рис. 6 (1965 г.), но принципиально отличаются формулировки: в 1956 г. речь еще шла о дуговом процессе, а спустя почти 10 лет об электрошлаковом, хотя он и не назван таковым. Здесь уместно напомнить, что сам термин Е1есtго-S1ае-Rеmе1ting (ЕSR), появившийся в англоязычной литературе во второй половине 60-х гг., есть
 ни
что иное, как точный перевод с
русского «Электрошлаковый переплав». (Термин этот появился в советской
литературе впервые в 1958 г.).
ни
что иное, как точный перевод с
русского «Электрошлаковый переплав». (Термин этот появился в советской
литературе впервые в 1958 г.).
Правда, англичане, приняв ту же аббревиатуру, расшифровывают ее несколько иначе: Е1есtrо-Slag-Refining, т. е. электрошлаковое рафинирование.
Признание описанного переплавного процесса электрошлаковым имело отнюдь не юридическое значение —
с конца 60-х гг. процесс этот стал развиваться быстрыми темпами в США
 и других
зарубежных странах. В нашей стране события развивались по-иному.
и других
зарубежных странах. В нашей стране события развивались по-иному.
С самого начала, как уже указывалось, процесс сварки под флюсом был воспринят как электродуговой. По этой причине в тех случаях, когда сварочная дуга шунтировалась относительно глубокой ванной расплавленного флюса и процесс сварки становился недостаточно устойчивым, предпринимались необходимые меры для восстановления стабильного дугового разряда, т. е., как мы можем сказать сегодня, — меры для недопущения электрошлакового процесса.
Вскоре после окончания Великой Отечественной войны в Институте электросварки АН УССР были начаты работы по механизации сварки на монтаже. Требовалось в короткие сроки решить эту важную народнохозяйственную задачу, так как страна восстанавливала разрушенные войной заводы, а квалифицированных рабочих, в том числе и электросварщиков, не хватало. Опираясь на огромный опыт промышленного использования дуговой сварки под флюсом в военные годы, естественно, попытались применить именно этот способ при сварке вертикальных швов на монтаже. Считали, что сварка под флюсом в сочетании с предложенным Г. 3. Волошкевичем методом принудительного формирования жидкого металла позволит успешно решить проблему ускоренного восстановления различных металлоконструкций и прежде всего доменных печей. Для вертикальной сварки решили отказаться от общепринятой разделки кромок. Подлежащие соединению стальные листы собирали с некоторым зазором, который закрывали с обеих сторон водоохлаждаемыми медными накладками и ползунами
(рис.7 ). В своего рода глубокий колодец, образованный кромками стальных листов и водоохлаждаемой медью, засыпали обычный сварочный флюс и возбуждали электрическую дугу. Иногда удавалось получить хорошо сформированные сварные швы.
 Но
нередко вместо шва обнаруживали нечто
вроде отливки, своего рода стручок, отделенный от свариваемых кромок
затвердевшим шлаком. Далеко не сразу
заметили, что шов не образуется на тех участках, где характерные для
дугового разряда потрескивание дуги
через слой сыпучего флюса, покрывающего поверхность зоны сварки в зазоре между кромками,
вдруг прекращались: обнажалась ярко светящаяся поверхность расплавленного
шлака, процесс сварки становился беззвучным, а стрелки приборов
— амперметра и вольтметра — фиксировали удивительную, никогда
ранее при сварке под флюсом не
наблюдаемую стабильность свароч
Но
нередко вместо шва обнаруживали нечто
вроде отливки, своего рода стручок, отделенный от свариваемых кромок
затвердевшим шлаком. Далеко не сразу
заметили, что шов не образуется на тех участках, где характерные для
дугового разряда потрескивание дуги
через слой сыпучего флюса, покрывающего поверхность зоны сварки в зазоре между кромками,
вдруг прекращались: обнажалась ярко светящаяся поверхность расплавленного
шлака, процесс сварки становился беззвучным, а стрелки приборов
— амперметра и вольтметра — фиксировали удивительную, никогда
ранее при сварке под флюсом не
наблюдаемую стабильность свароч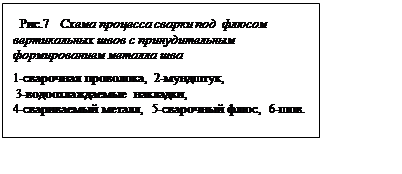 ного тока и
напряжения .Не приходится удивляться, что на первых
порах делали все возможное, чтобы
процесс сварки вертикальных швов
оставался дуговым, а швы не имели
дефектов и надежно сваривали бы
между собой стыкуемые кромки,
ного тока и
напряжения .Не приходится удивляться, что на первых
порах делали все возможное, чтобы
процесс сварки вертикальных швов
оставался дуговым, а швы не имели
дефектов и надежно сваривали бы
между собой стыкуемые кромки,
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.