Vн — оптимальная скорость намотки, мм/мин.
Каретку 5 перемещает на требуемый шаг за один оборот шпинделя станка цепь деления, которая настраивается согласно уравнению:
![]() (2.2)
(2.2)
где tрег — искомое передаточное отношение фрикционного механизма (положение ролика 4 может быть отградуировано по шкале в величине шага намотки);
tх.в. — шаг ходового винта механизма раскладки, мм;
tн — шаг намотки, который нужно получить в катушке, мм;
tн = dн (2.3)
где dн — диаметр провода с изоляцией.
2.4. Выбор режимов намотки и усилия натяжения провода.
При разработке технологического процесса изготовления узлов с обмотками необходимо назначать скорость и шаг намотки, а также усилие натяжения провода.
Скорость намотки с точки зрения производительности должна быть наибольшей. Однако ее величина ограничивается некоторыми допустимыми пределамив зависимости от сочетания поперечного сечения каркаса или магнитопровода, схемы намоточного станка и технических возможностей устройства для регулирования натяжения провода, а также физико-механических свойств провода с изоляцией.
|
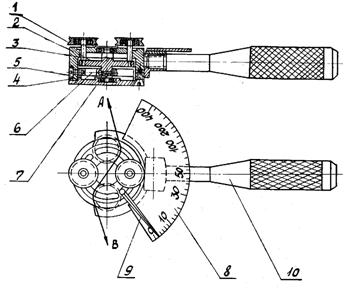
Рис. 2.3. Прибор для измерения натяжения провода при наматывании. 1 — ролик, 2 — диск, 3 — стойка, 4 — корпус, 5 — винт, 6 — спиральная пружина, 7 — штифт, 8 — шкала, 9 — стрелка, 10 — ручка. |
Для всех видов намоточных станков одним из основных узлов, определяющих производительность намотки и качество узлов с обмотками, является устройство для регулирования натяжения провода. В принципе, усилие натяжения провода при наматывании должно быть наибольшим, что обеспечивает плотность намотки и наименьшие размеры узлов с обмотками. Однако, чрезмерное увеличение усилия натяжения провода может привести к его разрыву или к разрушению изоляции.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.