Агентство по науке и образованию (РОСОБРАЗОВАНИЕ)
Архангельский государственный технический университет
Расчёт режимов резания древесины продольных фрзерно-строгальных (рейсмусовых) станках
Задание 4
Выполнил:
студент МТД-III-3
Ситников АА
Проверил:
Коробовский А.А.
Архангельск, 2006
Таблица 1
Исходные данные
|
Наименование фактора |
Обозначение |
Значение фактора |
|
Модель станка |
СР12-3 |
|
|
Порода древесины |
Берёза |
|
|
Влажность древесины, % |
W |
15-20 |
|
Толщина снимаемого слоя древесины, мм |
h |
3 |
|
Ширина фрезерования, мм |
в |
1000 |
|
Параметр шероховатости фрезерованной поверхности, мкм |
RZ |
200 |
|
Угол резания в ножевых валах, град. |
d |
65 |
|
Количество ножевых валов |
i |
1 |
|
Время работы ножей между переточками, ч |
T |
4 |
|
Колчество ножей установленных в ножевой вал, шт. |
Z |
4 |
|
Диаметр ножевого вала, мм |
D |
160 |
|
Частота вращения ножевого вала, мин-1 |
n |
3570 |
|
Мощность привода механизма резания, кВт |
N |
18,5 |
|
Конструктивная скорость подачи, м/мин |
Uk |
5…30 |
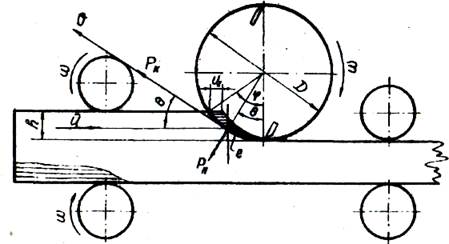
Рис. 1 Схема проодольного цилиндрического фрезерования древесины
Расчёт
1. Подача на зуб, мм
Uz1
= ![]() ,
,
где lв – длина волны, формируемой одним резцом. Принимаем (по табл. 5.1 [1]) lв=11,0 мм;
Uz1
= ![]() мм
мм
2. Подача на зуб ограниченная мощностью электродвигателя механизма резания, мм
 ,
,
где N3 – мощность электродвигателя, кВт;
h - кпд привода механизма резания, принимаем h=0,9;
Q – кинематический угол встречи на середине длины срезаемой стружки:
 o;
o;
i – количество ножевых валов, шт.
h – высота снимаемого слоя, мм;
n – частота вращения шкивов станка, мин-1;
ам – поправочный коэффициент, учитывающий состояние древесины (ам = 1,0);
ар – коэффициент, учитывающий затупление резцов
 ;
;
Dr - приращение радиуса затупления резцов за время работы, мкм,
 =13,1
мкм;
=13,1
мкм;
А – приращение радиуса затупления резцов за 1м пути резания: принимаем
А=0,001 мкм;
m| - коэффициент загрузки станков в течении рабочего времени, m|= 0,7;
r0 - радиус закругления режущих кромок резцов после заточки (исходная острота),
r0 = 5мкм.
Т – время работы резцов, мин;
Р – фиктивная удельная касательная сила резания по задней грани резца, H/мм
(р = 1,9+0,04Qс = 1,9+0,04*7,9 = 2,2 Н/мм);
Кn – фиктивное среднее давление передней грани зуба на стружку, МПа
![]() =
=
![]() =13,2МПа
=13,2МПа
u - скорость
резания, м/с,  29,9 м/с.
29,9 м/с.
 =1,14 мм.
=1,14 мм.
3. Минимальная подача на зуб
UZопт = UZmin = 1,14 мм.
4.Оптимальная скорость подачи
 ,
,
 16,3 м/мин
16,3 м/мин
5. Конструктивная скорость подачи
Uк=5…30 м/мин.
6. Рабочая скорость подачи
Uр = Uконстр < Uопт = 16 м/мин.
7. Вывод
Рейсмусовый станок работает в оптимальном режиме.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.