Лекция №13
ТЕХНОЛОГИЯ И ОБОРУДОВАНИЕ ДЛЯ ТОЦОВКИ ПИЛОМАТЕРИАЛОВ
Торцевание (торцовка) – формирование торцовых поверхностей (торцов) пиломатериалов путем их поперечного деления с целью:
-удаления дефектных участков;
-получения заданной длины пм.
В связи с этим различают предварительное и окончательное торцевание.
Предварительное торцевание проводится с целью удаления явно выраженных дефектов и пороков древесины на поверхности пм (пф). Это, как правило, остроконечные (шилохвостные), кривые и фаутные доски.
Окончательное торцевание выполняется для формирования заданных (стандартных) размеров пм по длине. Окончательное формирование длины производится, как правило, после сушки.
Практикуется также зачистка комлевых торцов пм. Когда оператор (торцовщик) сомневается в глубине распространения дефекта обработки или порока древнсины со стороны комлевого торца доски, он производит его «зачистку»: отпиливает кусок доски длиной 3…5 см, оценивает состояние «вскрытого» торца и принимает решение о выполнении окончательного торцевания комлевого конца доски.
Номинаоьные размеры длины пм:
- 1...6,5 м с градацией 0,25м – для внутреннего рынка;
- 1,5…6,3м с градацией 0,3м.
Предельные отклонения от номинальных размеров пиломатериалов по длине +50 мм; - 25 мм.????
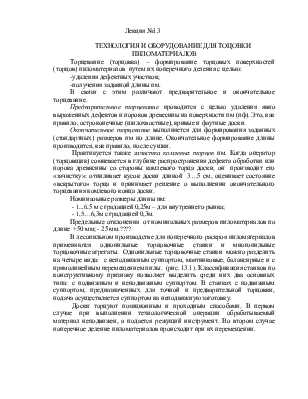
В лесопильном производстве для поперечного раскроя пиломатериалов применяются однопильные торцовочные станки и многопильные торцовочные агрегаты. Однопильные торцовочные станки можно разделить на четыре вида: с неподвижным суппортом, маятниковые, балансирные и с прямолинейным перемещением пилы. (рис. 13.1). Классификация станков по конструктивному признаку позволяет выделить среди них два основных типа: с подвижным и неподвижным суппортом. В станках с подвижным суппортом, предназначенных для точной и предварительной торцовки, подача осуществляется суппортом на неподвижную заготовку.
Доски торцуют позиционным и проходным способами. В первом случае при выполнении технологической операции обрабатываемый материал неподвижен, а подается режущий инструмент. Во втором случае поперечное деление пиломатериалов происходит при их перемещении.
Позиционные торцовочные станки
Рис.13.1. Схемы станков для позиционной торцовки пиломатериалов и заготовок:
a- маятниковые; б и г- с прямолинейным выдвижением пилы; в- балансирные.
Однопильные торцовочные станки с неподвижным суппортом входят в состав проходных торцовочных агрегатов и линий. Маятниковые торцовочные станки и станки с прямолинейным перемещением пилы в лесопильном производстве применяются редко, они широко используются в раскройных и деревообрабатывающих цехах.
Наибольшее применение в производстве пиломатериалов получили балансирные торцовочные станки.
Установки позиционного типа оснащаются однопильными круглопильными станками различных моделей: балансирными (типа ЦКБ), маятниковыми (типа ЦМЭ), с прямолинейным выдвижением пилы (типа ЦПА и СТ), технические х-ки которых приведены в табл.1.
Рис.13.2. Балансирный торцовочный станок ЦКБ40-01:
а-общий вид; b-гидрокинематическая схема; 1-ограждение; 2-стол; 3-направляющая линейка; 4-станина; 5,6-электродвигатели; 7-педаль управления; 8-доска; 9-пила; 10,14-гидрораспределители; 11-рама; 12,16-гидроцилиндры; 13-гидронасос; 15-дроссель; 17-направляющая; 18-вал; 19-клиноременная передача.
Станки типа ЦКБ с педальным включением пилы и ее перемещением в процессе резания с помощью гидропривода предназначены для распиловки досок шириной до 300…400 мм при диаметре пилы 500…700 мм. Они получили наибольшее распространение в лесопильных цехах, практикующих позиционный способ торцевания пм.
Рис.13.3. Торцовочный станок с прямолинейным движением пилы:
1-станина; 2пила; 3-обойма; 4-гидроцилиндр; 5-педаль.
Маятниковый станок
Рис.13.4. Схема маятникового торцовочного станка ЦМЭ-3А:
1-стол; 2-
Таблица 13.1. Технич х-ки станков для позиционного раскроя пм.
Двухсторонние позиционные торцовочные установки
Рис.13.5. Схема двухсторонней торцовочной установки:
1-ленточный конвейер, траспортирующий доски от обрезного станка; 2-люки; 3-торцовочные станки; 4-торцовочный роликовый стол; 6-риемный стол с кронштейнами 5 по обе стороны; 6-роликовый торцовочный стол; 7-ленточный конвейер для транспортирования торцованных досок.
С ленточного конв 1 доски поступают на торцовочный стол 3, с котрого рабочие перемещают их на торцовочный стол 5. Торцовщики определяют место реза комлевого конца доски, а затем вершинного и производят торцевание доски с помощью пил 3, подъем которых осуществляется пневмоцилиндрами. Перед торцеванием рабочий устанавливает комлевой конец доски по качающимся мерным упорам, вмонтированным в привальный брус 7. Для удаления торцованных досок установка снабжена сбрасывателем (рис.1) с пневмоприводом. Пропускная способность установки 10…12 досок в минуту. Пр-сть определяют по хронометражным данным. По УЛ_Цу 8…15 досок в мин.
Односторонние

Рис.13.6. Схема…
Торцовочные установки проходного типа: слешеры и триммеры
Рис.13.7. Схемы..
Слешер- это многопильная установка для поперечного раскроя пиломатериалов, в которой пильные валы установлены стационарно. Распиливаемый материал подается на круглые пилы поперечно- цепным конвейером с упорами.
Триммер – это многопильная установка для поперечного раскроя пиломатериалов, в которой каждый пильный механизм вступает в работу по команде оператора. Пильный суппорт надвигается на торцуемый материал цепным конвейером с упорами.
Торцовочные установки проходного типа: слешерные и триммерные
Рис.13.8………..???
Рис.13.8. Схема трехпильной торцовочной установки ЦТ3-2М:
1-торцовый упор; 2-комлевая пила; 3,4-мерные упоры; 5- электродвигатель привода; 6,7-вершинные пилы; 8,9-неприводные ролики; 10-вершинный торцовой упор;11,12-приводные конвейеры с косорасположенными роликами; 13-цепи конвейера.
ЦТ3-2М
Рис.3.9. Линия торцовки сырых пм ЛТ-1
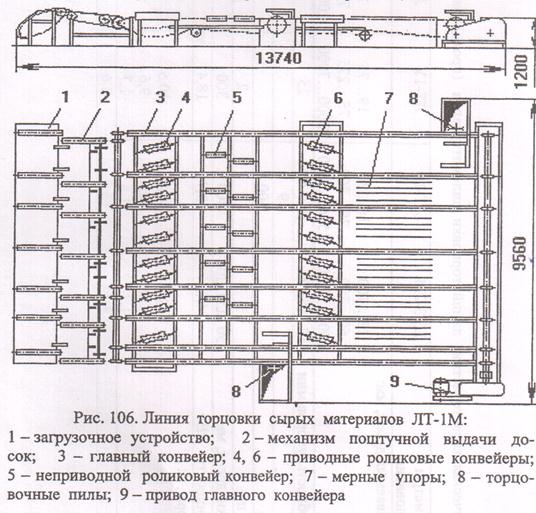
Рис.13.12. Линия
Рис.13.13. Триммер
Сменная производительность торцовочных станков и установок (А, шт./смена):
- для станков позиционного тип
А=60Тkt / t ,
- для установок проходного типа
А= uТki kt / a ,
где T- продолжительность смены, мин;
t- время обработки (торцовки) одной доски, с (устанавливается путем хронометражных наблюдений, можно принять при предварительной торцовке t=10 c, при окончательной t=12…15 с);
u- скорость движения цепей рабочего конвейера;
а- расстояние между упорами на цепях конвейера, м;
kt -коэффициент использования рабочего времени, принимается равным 0,9;
ki-коэффициент использования машинного времени, можно принять равным 0,8…0,9, зависит от заполнения цепей конвейера доскми.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.