55. При ЭЛП диапазон регулирования скорости наплавления слитка значительно шире, чем при ВДП и ЭШП, что обусловлено применением независимого источника теплоты (электронного луча). Это означает, что та доля энергии последнего, которая используется для плавления расходуемой заготовки, может изменяться в широких пределах даже при постоянном электрическом режиме процесса.
При осуществлении ЭЛП по обычной схеме (переплав расходуемой заготовки в кристаллизатор) режим электронно-лучевого нагрева организуют так, чтобы обеспечить наиболее однородный и эффективный обогрев всей поверхности металлической ванны. Для этого электронный луч направляют только в кристаллизатор, а его энергию рассредоточивают по всей поверхности. Расходуемая заготовка будет оплавляться только тогда, когда она попадает в зону действия электронного луча. Поэтому, подавая заготовку в указанную зону с большей или меньшей скоростью, при ЭЛП удается регулировать скорость плавления заготовки и, соответственно, скорость наплавления слитка.
56. Кроме результатов исследований теплового баланса ЭЛП, при оптимальных режимах процесса имеются данные о конкретных затратах энергии на поддержание стальной металлической ванны в кристаллизаторах различного диаметра без дифференцирования по отдельным статьям тепловых потерь (излучение, испарение, теплоотвод в охлаждаемую стенку). Если сопоставить их с рекомендуемыми значениями полной энергии электронного луча для ЭЛП различных металлов в зависимости от диаметра используемого кристаллизатора (рис. 5, б), то можно сделать вывод, что, например, для случаев переплава железа, никеля, титана и сплавов на их основе на поддержанние расплава в кристаллизаторе необходимо затратить около 50–60 % энергии электронного луча. Оставшиеся 40–50 % электрической энергии расходуются на нагрев и плавление электродного металла, перегрев расплава в кристаллизаторе и теряются (в основном за счет отражения электронов) при трансформации электрической энергии в тепловую.
Это означает, что на плавление расходуемой заготовки (никель, железо, титан) может быть отобрано лишь около 25–30 % энергии электронного луча. По мере перехода при ЭЛП к более тугоплавким металлам значительно возрастают потери энергии с рассеянными электронами и излучением поверхности металлической ванны, а доля энергии луча, используемая для плавления электрода, соответственно уменьшается. Об этом свидетельствуют результаты расчетов теплового КПД электронно-лучевой печи для оптимальных режимов переплава различных металлов
57. Вертикальная подача расходуемой заготовки не создает особых препятствий для облучения металлической ванны. Такая технологическая схема ЭЛП возложена при использовании кольцевых, радиальных нагревателей или в случае многопушечного нагрева. Применение одной аксиальной пушки заставляет подавать одну или несколько заготовок сбоку (горизонтально или наклонно), что приводит к ярко выраженному экранированию поверхности ванны на участках под заготовками и, следовательно, неоднородности ее температуры (рис.5.4). Поэтому при ЭЛП предпочтение отдается способу вертикальной подачи расходуемой заготовки.
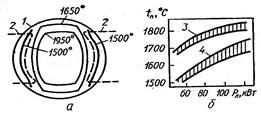
Рис.5.4. Температурное поле поверхности ванны (а) и зависимость температуры поверхности ванны в центре (3) и в области тени (4) от мощности луча (б) при боковой подаче расходуемых заготовок. 1 – кристаллизатор; 2 – заготовки
58. Теплоотвод в охлаждаемую стенку кристаллизатора определяется температурой металлической ванны, площадью контакта слитка со стенкой и коэффициентами теплообмена. Установлено, что относительная доля энергии, отводимой водяным охлаждением кристаллизатора, изменяется в пределах от 40 до 70 % энергии электронного луча.
Характерно, что при ЭЛП сравнительно легкоплавких металлов увеличение поверхностной мощности обогрева приводит к возрастанию тепловых потерь с охлаждающей водой (рис. 5.5, a).
Аналогичное изменение плотности теплового потока при ЭЛП тугоплавких металлов сопровождается уменьшением относительных потерь теплоты в стенку кристаллизатора, что объясняется существенным возрастанием радиационных потерь и энергии рассеянных электронов.
Кроме результатов исследований теплового баланса ЭЛП, при оптимальных режимах процесса имеются данные о конкретных затратах энергии на поддержание стальной металлической ванны в кристаллизаторах различного диаметра без дифференцирования по отдельным статьям тепловых потерь (излучение, испарение, теплоотвод в охлаждаемую стенку). Если сопоставить их с рекомендуемыми значениями полной энергии электронного луча для ЭЛП различных металлов в зависимости от диаметра используемого кристаллизатора (рис. 5, б), то можно сделать вывод, что, например, для случаев переплава железа, никеля, титана и сплавов на их основе на поддержанние расплава в кристаллизаторе необходимо затратить около 50–60 % энергии электронного луча. Оставшиеся 40–50 % электрической энергии расходуются на нагрев и плавление электродного металла, перегрев расплава в кристаллизаторе и теряются (в основном за счет отражения электронов) при трансформации электрической энергии в тепловую.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.

