






























основного шлака = 3,2 т/м3, плотность стали 6,9 ¸ 7,2 т/м3.
VШЛ. = 0,262 м3.
2.2.10 Высота слоя шлака.
hШЛ. =  = 0,081
м. (11)
= 0,081
м. (11)
2.2.11 Высота от зеркала шлака до уровня порога рабочего окна.
h3= 30 мм.
2.2.12 Высота от уровня порога рабочего окна до верхнего уровня откосов.
h4 = 50 мм.
2.2.13 Глубина ванны от пода до верхнего уровня откосов.
HВ. = HМ. + hШЛ. + h3 + h4 , (12)
HВ. = 612,296 мм.
2.2.14 Диаметр плавильного пространства на уровне откосов.
ДПЛ. = ДМ. + 2×(hшл.+h3+h4), (13)
ДПЛ. = 2353 мм.
4.2.15 Высота стен (Hстен.- расстояние от уровня откосов до пят свода).
Hстен. = 0,4×ДПЛ. = 1082 мм. (14)
2.2.16 Стрела выпуклости свода.
hСТР. - расстояние от зеркала ванны до высшей центральной точки на внутренней поверхности свода считают высотой свода hСВ..
hСТР. = 0,13×ДПРОЛ. (15)
для сводов из термостойкого хромомагнезитового кирпича.
ДПРОЛ. = ДПЛ. + 1000 (16)
ДПРОЛ. = 3353 мм.
hСТР. = 435 мм.
2.2.17 Высота свода hСВ..
Должно соблюдаться соотношение :  =
0,3¸0,55,
=
0,3¸0,55,
hСВ. = 0,6×ДПЛ. = 1412 мм. (17)
2.2.18 Толщина свода.
dСВ. = hСВ.- hCТР. = 300 мм. (18)
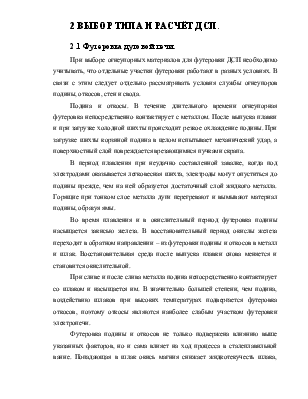
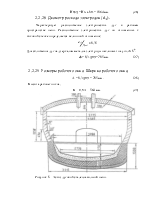
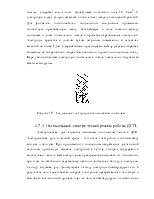
2.2.19 Определение рационального профиля кладки боковых стен.
Цилиндро-конический кожух с внутренним наклонным профилем стен с углом наклона к вертикали в нижнем наиболее горячем поясе (угол a1= 25о), угол a2 = 20о, a3 = 15о.

1 – Кожух; 2 – Откосы; 3 – Разъём кожуха; 4 – Футеровка; 5 – Кольцевой желоб; 6 – Сводовое кольцо; 7 – Отверстие для электрода; 8 – Рабочее окно.
Рисунок 7 - Рациональный профиль кладки стен.
2.2.20 Рациональный внутренний профиль кладки боковых стен с переменными углами наклона по высоте.
h/ = 0,1×ДПЛ. = 235 мм. (19)
h// = 0,2×ДПЛ. = 235 мм. (20)
h/// = 0,35×ДПЛ. =235 мм. (21)
2.2.21 Внутренний диаметр печи на уровне пят свода.
ДПЯТ.СВ.= ДПЛ.
+ 2×![]() (22)
(22)
ДПЯТ.СВ. = 2870 мм
2.2.22 Толщина стен на уровне откосов m1 и на уровне пят свода m2.
Футеровка боковых стен выполнена двухслойной из арматурного и рабочего слоя.
m1 = 445 мм.
2.2.23 Внутренний диаметр кожуха печи на уровне откосов.
ДК.ОТК. = ДПЛ. + 2×m1 = 3243 мм. (23)
2.2.24 Внутренний диаметр кожуха печи на уровне пят свода.
ДК.ПЯТ.СВ. = ДПЯТ.СВ. + 2×m2 = 3760 мм. (24)
2.2.25 Размеры кожуха печи.
Выбираем кожух
цилиндроконической формы. Угол наклона к вертикали конической части кожуха.![]() g = 15о. Коническая часть
кожуха (hК.) начинается от верхнего уровня
откосов и составляет
g = 15о. Коническая часть
кожуха (hК.) начинается от верхнего уровня
откосов и составляет
hК. = 0,4×Hстен. = 0,4×1080 = 432 мм.
2.2.26 Толщина подины bП.
bП. ![]() HМ. = 451мм.
(25)
HМ. = 451мм.
(25)
2.2.27 Высота подины HПОД.
HПОД. = HВ. + bП. = 1064 мм. (26)
2.2.28 Диаметр распада электродов (dЭ.).
Характеризует расположение электрических дуг в рабочем пространстве печи. Расположение электрических дуг по отношению к боковой стенке определяется величиной отношения;

![]() 0,35
0,35
Для сближения дуг над зеркалом металла электроды наклоняют на угол 6-8о.
dЭ.= 0,3×ДПЛ.= 705 мм. (27)
2.2.29 Размеры рабочего окна. Ширина рабочего окна,
A = 0,3×ДПЛ. = 705 мм. (28)
В = 0,8×А = 564 мм. (29)
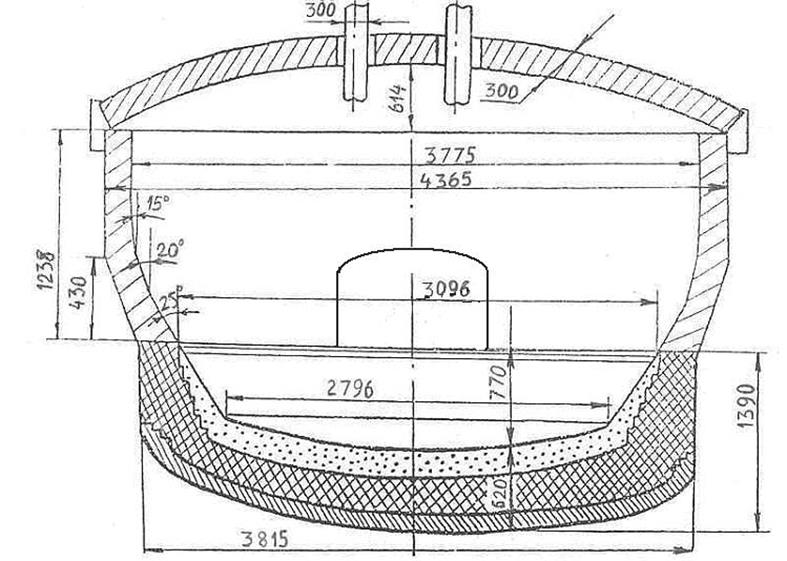
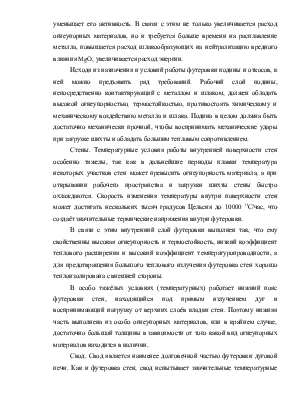
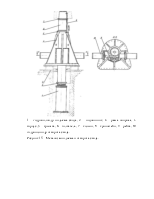
Рисунок 8 – Эскиз дуговой сталеплавильной печи.
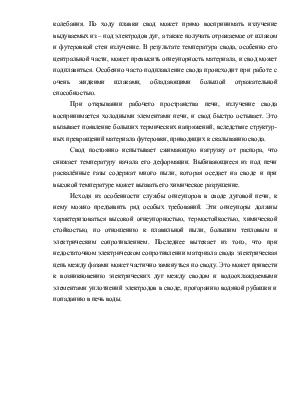
2.3 Тепловой расчёт футеровки электропечи.
Тепловой поток проходящий через плоскую стенку.
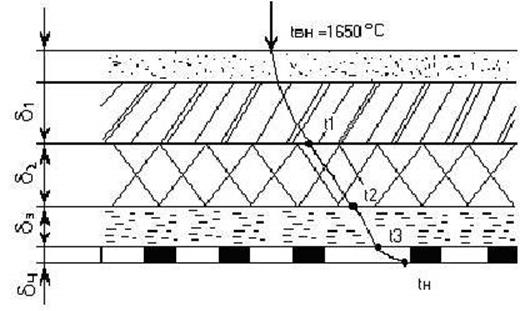
Рисунок 9 - Тепловой поток проходящий через подину печи.
QТЕПЛО
ОТДАЧИ. = ![]() Т.О×(tН.-tА.)×F×
Т.О×(tН.-tА.)×F×![]() (30)
(30)
так как tН.- наружная температура const, то
QТ.О. = QТ.П.
QТ.П. =  , (31)
, (31)
где l - коэффициент теплопроводности, Вт/м оС,
d - толщина стенки, м,
aТ.О.- коэффициент теплоотдачи конвекцией, Вт/м2× оС,
tВН. - температура внутренней поверхности ( t – процесса).
Принимаем aО = 0,7 (10 + 0,06×tН.)
где tН. = 180 оС, тогда aО = 14,56 Вт/м2× оС
для подины,
QТ.П. = aО.×(tВН.-tА.)×F×![]() = l/d×(tВН.-tН.)×F×
= l/d×(tВН.-tН.)×F×![]() (32)
(32)
преобразуя уравнение (32) получим,
tВН.-tН. =  ,
(33)
,
(33)
Для многослойной стенки,
tn. = tn-1 -  , (34)
, (34)
Таблица 2 - Теплофизические характеристики некоторых огнеупорных и изоляционных материалов.
Материал |
Коэффициент теплопровод-ности( |
Удельная теплопровод-ность (СР), Вт/кг0С |
Кажущаяся плотность( кг/м3 |
Температура применения, оС |
|
Шамот класса А |
0,88+0,23.10-3.tср |
865+0,21.t |
1800 – 1900 |
1350 |
|
Магнезит |
6,28-2,7.10-3.tср |
1-50+0,145.t |
2600 – 2800 |
1580 |
|
Шамотная крупка |
0,28+0,2.10-3tср |
850 |
600 |
900 |
|
Асбестовый картон |
0,157+0,14.10-3.tср |
835 |
1000 – 1250 |
500 |
2.3.1 Магнезитовый слой.
t1
= tВН. -  ,
(35)
,
(35)
где l1 - коэффициент теплопроводности магнезита, Вт/м оС,
d1 - толщина магнезитового слоя, принимаем d1=0,355м (2 слоя магнезитового кирпича “на ребро” (2 115=230мм) и магнезитовая набивка толщиной 115мм).
t1= , решая данное уравнение получим,
, решая данное уравнение получим,
t1 = 12550C, d1 = 0,345 м.
2.3.2 Слой шамота.
t2 = t1 - QТ.О.×d2/l2 (36)
где l2 - коэффициент теплопроводности шамота, Вт/м оС,
d2 - толщина шамотного слоя, принимаем d2 = 0,195 м(3 слоя легковесного шамота, положенного “на плашку”(3 65=195 мм)).
t2= , отсюда определяем t2,
, отсюда определяем t2,
t2 = 8000C, d2 = 0,195 м.
2.3.3 Слой шамотной крупки.
t3 = t2 - QТ.О.×d3/l3 (37)
где l3 - коэффициент теплопроводности шамотной крупки, Вт/м оС,
d3 - толщина слоя шамотной крупки, принимаем d3 = 0,06 м.
t3 = , определяем t3,
, определяем t3,
t3 = 4100C, d3 = 0,06 м.
2.3.4 Слой асбеста.
tн. = t3 - QТ.О.×d4/l4 , (38)
где l4 - коэффициент теплопроводности асбеста, Вт/м оС,
d3 - толщина слоя шамотной крупки, принимаем d3 = 0,02 м.
tн = , определяем tн ,
, определяем tн ,
tн = 1450C, d4 = 0,02 м.
2.3.5 Общая толщина подины составляет.
dПОДИНА. = d1 + d2 + d3 + d4; (39)
dПОДИНА. = 345+195+60+20 = 620 мм.
2.4 Расчёт мощности трансформатора и электрических параметров ДСП.
2.4.1 Выбор мощности трансформатора.
SH= ,
(40)
,
(40)
где g0 – ёмкость печи, 6 т,
QПР.Р – практический расход электроэнергии за период расплавления, с учётом тепловых и электрических потерь печью на 1 т металла, 410 кВт×час/т,
SH – номинальная мощность трансформатора, кВА,
cosj - средний коэффициент мощности печной установки, 0,9,
К – коэффициент использования мощности трансформатора, 0,9,
tР – время расплавления, 82/60
SH = = 5111кВА
= 5111кВА
Принимаем мощность трансформатора
SН = 6 МВА.
2.4.2 Определение вторичного напряжения.
U2Л.В = К×SHn, (41)
где U2Л.В – высшая ступень вторичного линейного напряжения, В,
SH – номинальная мощность трансформатора, кВА.
При n=0,33 (методика Л.Е.Никольского) К=180
U2Л.В = 250 50,25 = 325 В
По ходу плавки вторичное напряжение снижается согласно энергетическому режиму. Низшая ступень вторичного напряжения определяется глубиной регулирования напряжения.
U2Л.В/ U2Л.Н=3, (42)
U2Л.Н = 370/3 = 108 В
2.4.3 Определение ступеней вторичного напряжения.
Количество ступеней трансформатора составляет 6. Разница между ступенями напряжения
DU= ,
(43)
,
(43)
где n – количество ступеней напряжения.
DU= (325–108)/6 = 36В.
2.4.4 Определение величины силы номинального линейного тока.
I2Л.Н= ,
(44)
,
(44)
I2Л.Н = = 10650 А.
= 10650 А.
2.4.5 Определение диаметра электрода по допустимой плотности тока.
dЭЛ= ,
(45)
,
(45)
где Di – плотность тока, 23 А/см2,
I2Л.Н – номинальная сила тока в электроде, А.
dЭЛ = = 24.2см = 242 мм.
= 24.2см = 242 мм.
Выбираем стандартный диаметр электрода dЭЛ.= 250 мм.
2.5 Расчёт элементов короткой сети.
2.5.1 Количество шин, составляющих пакет.
FН=![]() (46)
(46)
где IР – рабочий ток, А,
DiH – плотность тока, 1,5 А/мм2,
FH – сечение неподвижной части короткой сети, мм2.
FH = = 5130 мм2,
= 5130 мм2,
nШИН=![]() ,
(47)
,
(47)
где nШ – количество шин, шт,
FШ – сечение шины, 2400 мм2.
nШ = = 2,14
= 2,14
Таким образом принимаем количество шин,
nШ = 3 шт.
2.5.2 Гибкий участок. Кабель типа МГЭ – 500.
FГ =![]() ,
(48)
,
(48)
где DI – плотность тока в медном водоохлаждаемом кабеле 4,5 А/мм2,
FГ = 7700/4,5 = 1711 мм2
Количество гибких кабелей равно
nК =![]() ,
(49)
,
(49)
где FК – сечение гибкого кабеля, мм2
nК =![]() = 3,42
= 3,42
Принимаем количество гибких кабелей nК = 4.
2.5.3 Токоподвод к электроду.
Выбор токоподвода к электроду следующий
Fт.п.= ,
(50)
,
(50)
где Fт.п. – сечение токоподвода, мм2,
![]() –
допускаемая плотность тока в медных водоохлаждаемых трубах, А/мм2.
–
допускаемая плотность тока в медных водоохлаждаемых трубах, А/мм2.
![]() = 4 А/мм2.
= 4 А/мм2.
Fт.п.= = 1925 мм2
= 1925 мм2
Выбираем размеры токоподводящих труб
Dвн./Dвнут. = 60/40, где Dвн., Dвнут. – соответственно внешний и внутренний диаметры трубы, мм.
Fтр. =  ,
(51)
,
(51)
где Fтр. – сечение трубы, мм2.
Fтр. =  = 1570 мм2
= 1570 мм2
Количество токоподводящих труб равно
nт.п.= Fт.п./ Fтр., (52)
где nт.п. – количество водоохлаждаемых труб подводящих ток к электроду, шт
nт.п.= 1925/1570 = 1,23 шт.
nт.п.= 2 шт.
2.6 Механическое оборудование печи.
2.6.1 Конструкция кожуха и сводового кольца.
Кожух (каркас) печи служит для поддержания огнеупорной футеровки и крепления различных механизмов. Кожух печи изготовлен сварным из листовой стали марки Ст3 (толщина листа 10-15 мм) и усилен вертикальными и горизонтальными ребрами жесткости, с горизонтальным разъемом между верхней конической секцией и днищем. Разъем предназначен для облегчения ремонта футеровки. К верхней части каркаса печи приварено литое кольцо желобчатого типа, которое одновременно играет роль жесткой конструкции и служит песочным затвором печи. Подобная конструкция каркаса печи позволяет передавать нагрузку от силы тяжести свода не на кирпичные стены, а на металлический кожух.
Для рабочего окна и сливного отверстия (желоба) в кожухе печи предусмотрено два выреза, которые для усиления кожуха обрамлены сварными или литыми рамами. Нижняя часть рабочего окна выполнена в виде литого или сварного металлического порога, который футерован магнезитовым кирпичом и в процессе работы подваривают заправочным магнезитовым порошком или дробленным обоженным доломитом. Рабочее окно предназначено для обработки ванны, обслуживания рабочего пространства ДСП в процессе плавки. Оно состоит из коробки охлаждения (арка), заслонки и механизма перемещения заслонки. К нижней части кожуха приварен кольцевой брус, которым кожух опирается на тумбу с опорными роликами. Тумбы установлены на раме двусторонней люльки, опирающейся
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.