



Федеральное государственное бюджетное образовательное учреждение высшего профессиональногообразования
ЮРГИНСКИЙ ТЕХНОЛОГИЧЕСКИЙ ИНСТИТУТ (ФИЛИАЛ) ФЕДЕРАЛЬНОГО ГОСУДАРСТВЕННОГО БЮДЖЕТНОГО ОБРАЗОВАТЕЛЬНОГО УЧРЕЖДЕНИЯ ВЫСШЕГО ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ «НАЦИОНАЛЬНЫЙ ИССЛЕДОВАТЕЛЬСКИЙ ТОМСКИЙ ПОЛИТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ»
Факультет – Механико-машиностроительный
Направление (специальность) – Электрометаллургия стали и ферросплавов
Кафедра – Металлургия черных металлов
РеФЕРАТ
по дисциплине «Внепечные процессы»
на тему: «Усреднение металла по температуре»
Выполнил:
Студент гр. 10270 ___________ Трубицын А.А.
подпись И.О.Фамилия .
Руководитель:
К.т.н доцент _Валуев Д.В.
должность, уч. степень, звание подпись И.О.Фамилия .
______________
дата
Юрга – 2012
Содержание
Введение 3
1 Усреднение металла по температуре 4
Список использованной литературы…………………………… . 9
Введение
При выпуске плавки из печи наряду с охлаждением на воздухе происходит усреднение металла по температуре и, если во время выпуска присаживалось небольшое количество ферросплавов, по химическому составу.
Однако по окончании выпуска, в результате теплообмена металла с футеровкой ковша, неравномерность температуры формируется вновь: объёмы металла, соприкасающиеся с кладкой, охлаждаются, отдавая тепло огнеупору, в центральных же объёмах сохраняется усредненная при выпуске температура. Расчёты показывают, что интенсивное охлаждение расплава у стен ковша происходит в течение первых пяти минут после выпуска. В дальнейшем, после нагрева рабочей поверхности футеровки, скорость охлаждения через кладку лимитируется теплопроводностью огнеупора и, поэтому, невелика и постоянна.
1 Усреднение металла по температуре
Охлаждающийся под шлаковым слоем и у стен металл непрерывным потоком опускается у стен в нижнюю, придонную часть ковша, наиболее холодные объёмы — на днище ковша. В центральной области ковша образуется область наиболее нагретого металла — температурного «ядра». На рисунке 2.2 приведены результаты одновременного замера температуры расплава на трех уровнях 300-тонного ковша — под шлаком, на половине высоты ковша и в придонной области (90 % глубины ковша). Видно, что температура в придонной области на 70° ниже тему стен вплоть до окончания разливки.
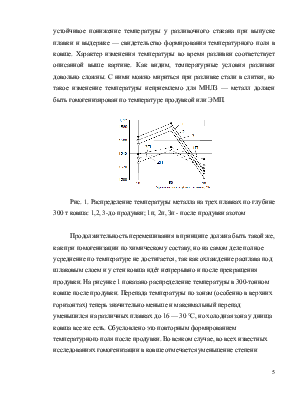
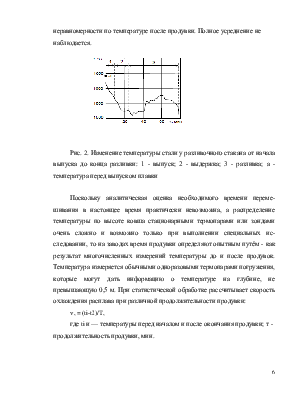
Температура стали, заливаемой в изложницу или промежуточный ковш MHJI3, является одним из основных параметров, определяющих качество слитка. Высокое качество слитка возможно лишь в том случае, если разливка производится при оптимальной температуре, конкретное значение которой зависит от марки стали, формы и развеса слитка. Однако из-за неравномерного распределения температуры в ковше температура металла по ходу разливки изменяется в широких пределах. При истечении расплава через отверстие разливочного стакана в ковше возникает такое поле скоростей, при котором основное перемещение металла происходит по оси стакана. Столб расплава над стаканом непрерывно «проваливается», а объёмы расплава, находящиеся вблизи стенок и у днища ковша, поступают в последнюю очередь. В начале разливки в стакан «проваливается» металл холодной зоны, а затем, после отливки примерно трети плавки, начинает поступать металл «ядра» н температура довольно быстро повышается градусов на 50 и после этого вновь снижается — поступает металл холодной зоны. Последние порции металла — из придонной зоны — особенно холодные. На рисунке 1 показаны результаты непрерывного измерение температуры в 130 т ковше термопарой, установленной в днище у разливочного стакана. Такое расположение термопары позволяло следить за температурой вытекающего из ковша расплава. Наблюдается быстрое устойчивое понижение температуры у разливочного стакана при выпуске плавки н выдержке — свидетельство формирования температурного поля в ковше. Характер изменения температуры во время разливки соответствует описанной выше картине. Как видим, температурные условия разливки довольно сложны. С ними можно мириться при разливке стали в слитки, но такое изменение температуры неприемлемо для МНЛЗ — металл должен быть гомогенизирован по температуре продувкой или ЭМП.

Рис. 1. Распределение температуры металла на трех плавках по глубине 300 т ковша: 1,2, 3-до продувки; 1п, 2п, Зп - после продувки азотом
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.