Продолжительность перемешивания в принципе должна быть такой же, как при гомогенизации по химическому составу, но на самом деле полное усреднение по температуре не достигается, так как охлаждение расплава под шлаковым слоем и у стен ковша идёт непрерывно и после прекращения продувки. На рисунке 1 показано распределение температуры в 300-тонном ковше после продувки. Перепада температуры по зонам (особенно в верхних горизонтах) теперь значительно меньше н максимальный перепад уменьшился на различных плавках до 16 — 30 °С, но холодная зона у днища ковша все же есть. Обусловлено это повторным формированием температурного поля после продувки. Во всяком случае, во всех известных исследованиях гомогенизации в ковше отмечается уменьшение степени неравномерности по температуре после продувки. Полное усреднение не наблюдается.
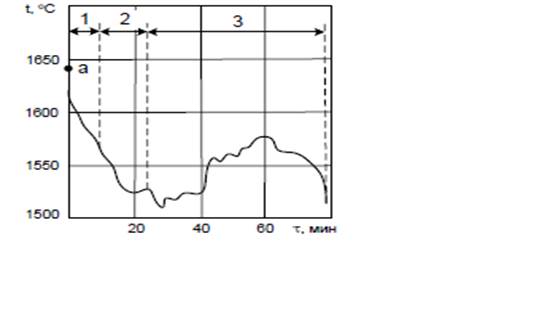
Рис. 2. Изменение температуры стали у разливочного стакана от начала выпуска до конца разливки: 1 - выпуск; 2 - выдержка; 3 - разливка; а - температура перед выпуском плавки
Поскольку аналитическая оценка необходимого времени перемешивания в настоящее время практически невозможна, а распределение температуры по высоте ковша стационарными термопарами или зондами очень сложно и возможно только при выполнении специальных исследовании, то на заводах время продувки определяют опытным путём - как результат многочисленных измерений температуры до и после продувок. Температура измеряется обычными одноразовыми термопарами погружения, которые могут дать информацию о температуре на глубине, не превышающую 0,5 м. При статистической обработке рассчитывает скорость охлаждения расплава при различной продолжительности продувки:
v, = (ti-t2)/T, где ti и — температуры перед началом и после окончания продувки; т - продолжительность продувки, мин.
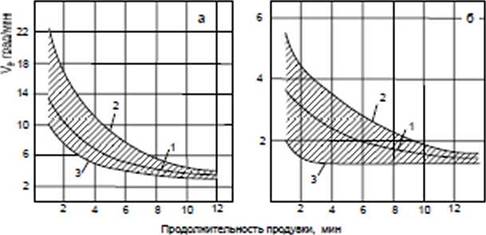
Характер изменения значений скорости охлаждения расплава в зависимости от продолжительности продувки для ковшей ёмкостью 130 и 300 т изображен на рисунке 3.
|
|
Рис. 3. Изменение скорости охлаждения fiy в зависимости от про
должительности продувки в 130 (а) и 300-тонных ковшах (6): 1 - средняя cкорость охлаждения: 2иЗ—линия эвтектики.
В обоих вариантах газ вводился погружными фурмами, интенсивность подачи его в 130 т ковш составляла в среднем 50 м’ ч. в 300 т - бб м'/ч. На рисунке 3 видно, что ка плавках с короткими продувками значения скоростей изменяются в широких пределах, например, в 130- тонном ковше при одноминухных продувках v, колеблется в пределах 10 - 22 град мин. По мере увеличения продолжительности продувок, уменьшаются и скорости охлаждения и разброс их значений. Начиная с некоторой («критической») продолжительности продувки (в 130-тонном ковше - после 6-7 минута) колебания скоростей становятся очень малыми (в пределах допустимых ошибок измерения температуры), а средняя величина скорости охлаждения - постоянной, не изменяющейся при более продолжительных продувках (зля 130 т ковша \\ = 3,5-4 гр/мин). Аналогичная картина наблюдается и в 300-тонных ковшах. Отличие только в размахе колебаний скоростей, уровне стабилизировавшейся скорости (примерно 1,5 град/мин) и момента стабилизации - после 12-ой минуты. Время от начала продувки до возникновения постоянной скорости охлаждения и есть то минимальное время, требуемое в данных условиях для гомогенизации металла по температуре. Объясняется это следующим образом: при коротких продувках термопарой погружения измеряется температура локальных объёмов металла, представляющих собой случайную смесь расплава, выносимого из холодных зон ковша и «ядра». Степень смешения невелика, измеренная после продувки температура не характеризует среднюю температуру всего объёма ковша. Её ещё не существует. Вычисленные по формуле «скорости охлаждения» — кажущиеся и поэтому, например, при одноминутных продувках изменяются в широких пределах — от 10 до 22 град/мин. Величина средней скорости охлаждения, равная здесь 12,6 град/мин - формальна. По мере увеличения продолжительности продувки возрастает степень однородности расплава, и разброс vt сужается. Наконец, после достаточно продолжительного перемешивания, в наших примерах после 7 и 12 мин, металл усреднен, разброс скоростей исчезает, и вычисленные скорости характеризуют скорость охлаждения ванны через футеровку и шлак.
После гомогенизации расплава при перегреве металла, изменяя продолжительность продувки можно регулировать температуру разливаемого на MHJI3 или в изложницы металла, понижая её до оптимального уровня.
Список использованной литературы
1 Валуев Д.В «Учебное пособие по внепечным процессам»: Пособие для вузов.–2008г. 206с.
2 Металлургия стали. Кудрин В.А. Учебник для вузов. - 2-е изд., перераб. и доп. - Металлургия, 1989 - 560 с.
3 Поволоцкии Д.Я. Внепечная обработка стали: Учеб. для вузов / ДЛ Поволоцкии, В А. Кудрин, А.Ф. Вшшсарев. - М.: МИСИС, 1995.256 с.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.