39 43 33 20 11 5 1 -1 -3 -2
37 42 32 21 12 6 2 -1 -2 -2
34 40 32 22 13 7 2 0 -2 -2
30 37 31 23 15 8 4 0 -1 -1
26 34 31 23 16 10 5 1 -1 -1
22 31 30 24 17 11 6 2 0 -1
19 28 29 25 18 12 7 2 0 0
17 26 28 25 19 13 8 3 0 0
16 25 28 25 20 14 8 3 0 0
15 24 27 25 20 14 8 4 0 0
x1= 5.600 мм
25 33 30 23 16 10 5 1 0 -1
24 32 30 23 16 10 5 1 0 -1
23 31 30 23 16 10 5 1 0 -1
22 30 29 23 17 11 6 2 0 0
20 28 28 24 18 12 7 3 0 0
18 26 27 24 18 13 7 3 0 0
16 24 26 24 19 13 8 4 1 0
14 23 25 24 19 14 9 4 1 0
13 21 25 24 20 15 9 5 1 0
12 20 24 24 20 15 10 5 2 0
12 20 24 24 20 15 10 5 2 0
x1= 6.300 мм
18 26 28 24 18 12 7 3 0 0
17 26 27 24 18 12 7 3 0 0
17 25 27 24 18 13 8 3 0 0
16 24 26 24 19 13 8 4 1 0
15 23 26 24 19 14 8 4 1 0
14 22 25 23 19 14 9 5 1 0
12 20 24 23 20 15 10 5 2 0
11 19 23 23 20 15 10 6 2 0
11 18 23 23 20 16 11 6 2 0
10 18 22 23 20 16 11 6 2 0
10 17 22 23 20 16 11 6 3 0
x1= 7.000 мм
15 24 27 24 19 13 8 4 0 0
15 24 26 24 19 13 8 4 1 0
15 23 26 24 19 13 8 4 1 0
14 23 26 24 19 14 9 4 1 0
13 21 25 23 19 14 9 5 1 0
12 20 24 23 20 15 10 5 2 0
11 19 23 23 20 15 10 6 2 0
10 18 22 23 20 15 11 6 2 0
10 17 22 22 20 16 11 6 3 0
9 17 21 22 20 16 11 6 3 1
9 17 21 22 20 16 11 7 3 1
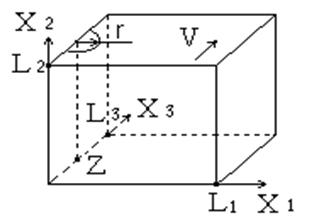
3. Построить графики изменения температуры поверхности для центрального сечения детали (Х1 = 0) (см. рисунок) для режимов, определенных в п.1 и п.2.
4. Рассчитать значение подачи (мм/ход) при заданном коэффициенте перекрытия пятен нагрева (Kп) и диаметре пятна нагрева(dпятна нагрева), определенного в п.2:
S = Kп ∙ dпятна нагрева [мм/ход].
S=0.57∙0.0222=0,013 [мм/ход]
5. Рассчитать основное время (мин.) лазерного термоупрочнения поверхности пластины (длина пластины – L = 100 мм., ширина – H) для режимов, определенных в п.2.:

Содержание 3-го раздела ПЗ:
«Оценка характеристик качества поверхностного слоя при лазерном термоупрочнении»
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.