б) шаг резьбы можно измерить масштабной линейкой. Увеличение точности измерения достигается контролем сразу нескольких шагов. Контроль шага резьбомером выполняют накладыванием на профили нескольких ниток одной из пластинок резьбомера, соответствующей тому шагу резьбы, который должен быть нарезан на заготовке. Правильность шага и профиля резьбы определяется по совпадению контура «на просвет». Наблюдаемый глазом минимальный просвет составляет 0,02 мм;
в) половину угла профиля резьбы в основном измеряют на универсальном и инструментальном микроскопах;
г) наружные диаметры винтов и внутренние гаек измеряют с помощью универсальных измерительных инструментов. Внутренний диаметр наружной резьбы и наружный диаметр внутренней резьбы, как правило, не контролируется;
д) средние диаметры неточных резьб (допускающих значительные зазоры-люфты между винтом и гайкой) измеряют с помощью кронциркуля, ножки которого имеют шариковые сменные наконечники; средние диаметры точных резьб измеряют с помощью резьбовых микрометров со специальными наконечниками; наиболее точные результаты измерения среднего диаметра наружных резьб достигаются методом трех проволочек или при использовании инструментального микроскопа.
Измерение при помощи микрометра со вставками 1 и 2 - наиболее простой способ, но на результат измерения оказывают влияние погрешности вставок, погрешности половины угла профиля и шага измеряемой резьбы. В связи с этим погрешность измерения среднего диаметра для крупных шагов может достигать 0,15 мм.
Микрометры комплектуются наборами резьбовых вставок, что позволяет производить измерения среднего диаметра резьбы практически для всех шагов, предусмотренных в стандартах на метрические, дюймовые и трапецеидальные резьбы. Перед началом измерения микрометр устанавливают на нуль по концевым мерам (применяя плоские вставки) или по угловым установочным мерам.
Метод трех проволочек является более точным способом измерения среднего диаметра наружной резьбы (рис.8).Три проволочки 3 , диаметр d0 которых подбирают в зависимости от шага и угла профиля измеряемой резьбы, устанавливают во впадины резьбы и каким- либо измерительным инструментом 4(оптиметр, микрометр) измеряют расстояние М.
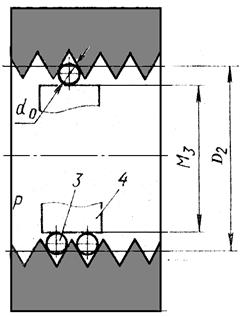
Рис. 8
Средний диаметр резьбы рассчитывают по формулам, выражающим взаимосвязь между размером М3, шагом резьбы Р, диаметром проволочки d0 и средним диаметром D2. Для метрической резьбы с углом 0,5α=30° D2=М3+3d0-0,866P.
Измерение основных параметров нарезанной резьбы:
|
Измеряемый параметр |
Теоретический размер |
Полученный размер |
Вывод о годности |
|
Наружный диаметр |
|
||
|
Средний диаметр |
|
||
|
Внутренний диаметр |
|
||
|
Шаг резьбы |
6 |
Литература
1. Токарно - винторезный станок модель 1К62. Руководство по эксплуатации. Москва - 1962г.
2. Б. Г. Зайцев, А. С. Шевченко. Справочник молодого токаря. М.: "Высшая школа", 1979г.
3. А. В. Коваленко. Контроль деталей, обработанных на металлорежущих станках.- М.: Машиностроение, 1980г.
4. В. А. Блюмберг, Е. И. Зазерский. Справочник токаря. Ленинград.: Машиностроение, 1981г.
5. В. И. Анурьев. Справочник конструктора-машиностроителя, т.2., М.: Машиностроение, 1980г.
6. Зубчатые передачи. Справочник. Под общей ред. Е. Г. Гинзбурга. Ленинград.: Машиностроение, 1980г.
7. Б. И. Сильвестров. Справочник молодого зуборезчика. М.: "Высшая школа", 1981г.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.