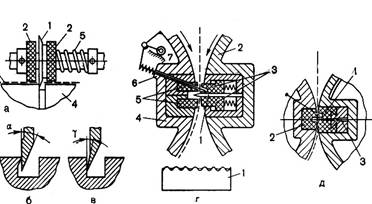
Рисунок 8.3 – Устройства продольной резки (а, б, в) и продольной
рубки (г, д) бумаги
Поперечная резка ленты производиться двумя гладкими ножами или одним пилообразным. Для обеспечения ровной линии разрезки и уменьшения усилия реза гладкие ножи работают по принципу ножниц, благодаря их установке под соответствующим углом к образующей цилиндра. Они требуют высокой точности изготовления, тщательной выверки при установке и частой переточки; применяются в основном в листовых приемных устройствах рулонных машин. В фальцевальных аппаратах чаще применяются более надежные и простые пилообразные ножи 1 (рис. 8.3, г). Нож 1 неподвижно устанавливается на рубящем цилиндре 2 между подпружиненными текстолитовыми колодками 3. На подающем ленту цилиндре 4 против колодок 3 закреплены резиновые подушки 5, образующие посредине щель для лезвия ножа. При вращении цилиндров лента зажимается между ними, нож оголяется и рубит ее. В газетных машинах применяются сплошные резиновые марзаны, не имеющие специальной щели для лезвия ножа. В процессе работы она образуется самим ножом. Опыт эксплуатации свидетельствует о низкой надежности описанного узла рубки – часто ломаются текстолитовые колодки, пружины, обойма и пр. В настоящее время находит применение конструкция, схема которой представлена на рис. 8.3, д. Здесь вместо подпружиненных колодок применяются планки 1, изготовленные из упругоэластичного материала – пенополиуретана твердостью » 35 ед. по твердомеру ТИР. Марзан 2 снабжают канавкой для захода режущей кромки ножа 3 и изготавливают из компактного полиуретана твердостью » 60 ед. ТИР. Надежность нового узла рубки во много раз выше прежнего. При этом достигается также сокращение уровня шума. Проводка ленты после рубки производится графейками 6, выдвигаемыми из тела подающего цилиндра с помощью горки 7 (рис. 8.3, г). Газетная продукция оставляет след пилообразной рубки, а книжно-журнальная в дальнейшем обрезается на трехсторонних резальных машинах или блокообрабатывающих агрегатах.
Продольная фальцовка в рулонных машинах производиться в процессе движения ленты на фальцевальной воронке (рис. 8.4). Она представляет собой цельную 1 или составленную из двух половинок металлическую пластину, имеющую форму равнобедренного треугольника с углом 2a при вершине (в плоскости пластины) и установленную под углом b к горизонтали. Безупречность продольной фальцовки ленты зависит от формы носика 2 воронки. Сфальцованная вдвое лента проходит между направляющими валиками 3 и тянется бумаговедущей парой 4. Чаще всего края воронки выполняются в виде неподвижных гладких закругленных бортов. Для улучшения образования сгиба и уменьшения отмарывания краски в современных машинах к бортам и носику воронки (где создается наибольшее давление бумажной ленты) через каналы 5 проводится сжатый воздух. Воронка может изготавливаться также с неподвижными или вращающимися конусами по краям вместо бортов. Вращение конусов 6 производится навстречу движению ленты и тем самым способствуют ослаблению ее натяжения по краям и уменьшению отмарывания. Взаимосвязь между углами воронки 2a и углом наклона b к горизонтали определяется из выражения
b/l=cosb=tga, (8.1)
где l – длина воронки от начала сгиба ленты.
Для обеспечения условия (8.1) предусматривается регулировка положения воронки путем изменения угла b с помощью винтовой стяжки 7.
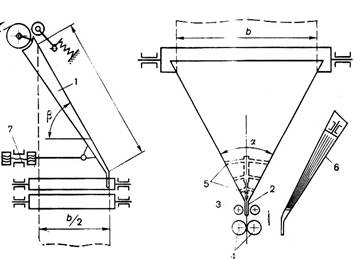
Рисунок 8.4 – Схема фальцевальной воронки
Для фальцовки отрезанных от ленты листов существуют клапанные и ударные устройства.
При клапанной фальцовке фальцевально-ножевой цилиндр 1 (рис 8.5,а) обычно с помощью графеек 2 подает лист к фальцевально-клапанному цилиндру 4, на котором установлен фальцклапан 5. Он управляет кулачком 6 и представляет собой тонкую стальную пластину, упруго зажимающую при фальцовке листа под действием пружины 7. Из цилиндра 1 в месте будущего сгиба листа выступает фальцнож 8, прижимаемый пружиной к подушке 9. К моменту сгиба фальцклапан 5 открывается и фальцнож проталкивает лист в образовавшуюся щель. Затем графейки 2 утапливаются в цилиндре, освобождая лист, который стягивается закрывшимся клапаном 5 с цилиндра 1 (на схеме изображено положение листа 10). Фальцнож вследствие расхождения траекторий выдергивается из-под клапана, что сопровождается ударом.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.