




































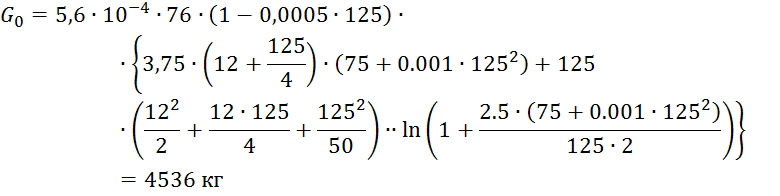
штамповке круглых в плане поковок в открытых штампах необходимую для штамповки массу (кг) падающих частей паровоздушного штамповочного молота определяют по формуле [3, с. 145]:
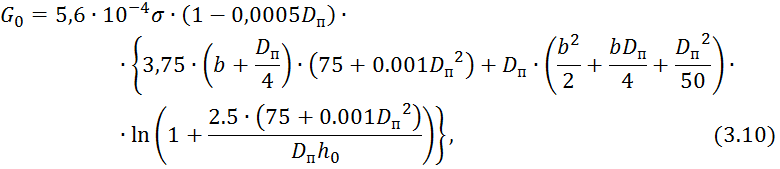
где ![]() – диаметр поковки;
– диаметр поковки;
![]() – предел текучести материала поковки при данной
температуре (Сталь 18ХГТ,
– предел текучести материала поковки при данной
температуре (Сталь 18ХГТ, ![]() );
);
![]() – ширина мостика облойной канавки;
– ширина мостика облойной канавки;
![]() – высота мостика облойной канавки.
– высота мостика облойной канавки.
По ГОСТ 7024-75 выбираем паровоздушный штамповочный молот с основными параметрами:
· Номинальная масса падающих частей: 5 т
· Наибольший рабочий ход бабы: 1300 мм
· Энергия удара: 125 кДж
· Число ударов в минуту: 50
·
Расстояние между направляющими в свету: ![]()
·
Размер бабы: ![]()
· Габариты станка Длинна/Ширина/Высота, мм: 4000/2000/6570
·
Расстояние от уровня пола до полости разъема штампа при
наименьшей его высоте: ![]() .
.
· Масса молота с шаботом 140400
Технологические смазочные материалы при горячей штамповке на молотах применяют для снижения трения и усилия деформирования, охлаждения инструмента и предотвращения его разупрочнения, улучшения качества поверхности изделий, уменьшении износа инструмента. Основным требованием к смазке – хорошая экранирующая способность, т.е. способность надежно разделять поверхности деформированной заготовки и инструмента.
Выберем следующий смазочный материал [3, стр.202]: смесь графита с машинным маслом (цилиндровым, веретенным и автолом) по 50% по объему.
Моделирование процессов осадки и окончательной штамповки произведём с помощью программ SolidWorks (создание моделей) и Deform3D и QuantorForm (моделирование процесса штамповки на молоте).
Данные, которые необходимо ввести для моделирования процесса «осадка»:
·
Модели: заготовка ![]() мм, верхний и нижний штампы;
мм, верхний и нижний штампы;
· Материал: заготовки: для моделирования в качестве аналога стали 18ХГТ берется материал по американскому стандарту марки AISI-5115 и задается температура нагрева заготовки 1200ºС;
·
Температура верхнего и нижнего
штампов – ![]() ;
;
·
Коэффициент трения – ![]() ;
;
·
Перемещение до расстояния между
штампами ![]() .
.
· Оборудование: Молот с массой падающих 5т; энергия молота 125 кДж; количество ударов: 1.
Запускаем расчёт.
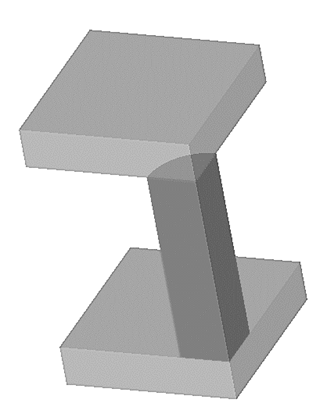
Рисунок 4.1 – Заготовка в разрезе до осадки
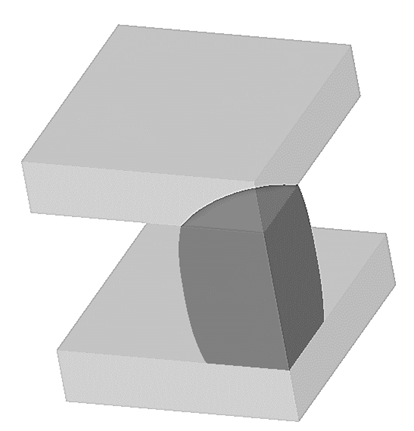
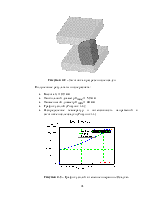
Рисунок 4.2 – Заготовка в разрезе после осадки
Полученные результаты после расчёта:
·
Высота ![]()
·
Наибольший диаметр ![]()
·
Наименьший диаметр ![]()
· График усилий (Рисунок 4.3);
· Распределение температур и интенсивность напряжений в заготовке после осадки (Рисунок 4.4)
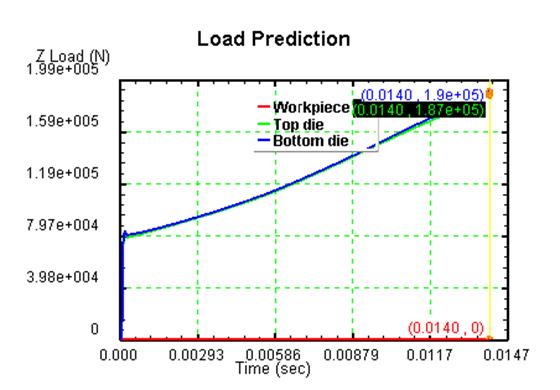
Рисунок 4.3 – График усилий в течение операции «Осадка»
Поскольку
моделируется ![]() часть заготовки, то максимальное усилие при ударе
будет составлять
часть заготовки, то максимальное усилие при ударе
будет составлять ![]() .
.
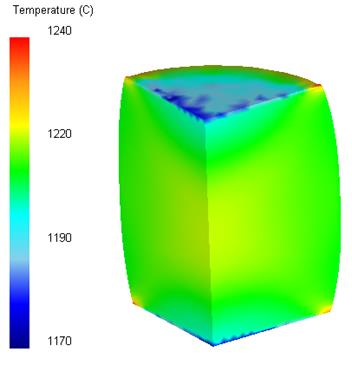
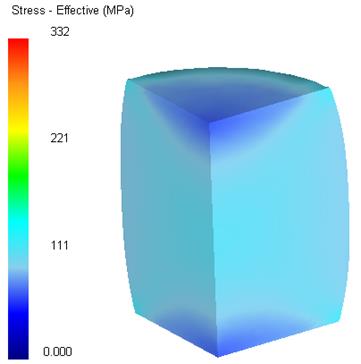
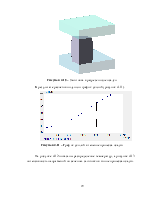
Рисунок 4.4 – Распределение температур и интенсивности напряжений по сечению заготовки после операции «Осадка»
В конце процесса осадки горячей нагретой заготовки вследствие контакта с холодным инструментом торцевые поверхности остывают быстрее, чем внутренняя часть. Температура на поверхности заготовки находится в диапазоне от 1170-1190˚С, а температура внутри заготовки находится в пределах от 1200-1220˚С. Так заготовка нагрета до высокой температуры, то изменения в интенсивности напряжения не значительные.
В SolidWorks создадим трёхмерные модели верхней и нижней части штампа, используем заготовку, полученную в результате операции «Осадка», смоделированной в программе Deform3D.
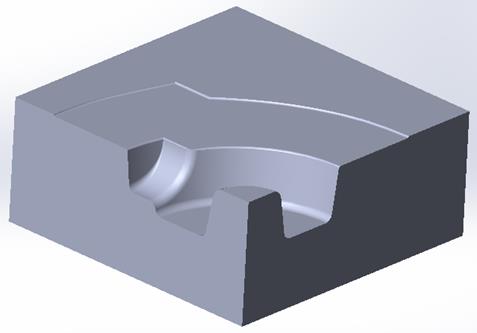
Рисунок 4.5 – Модель нижнего штампа в разрезе
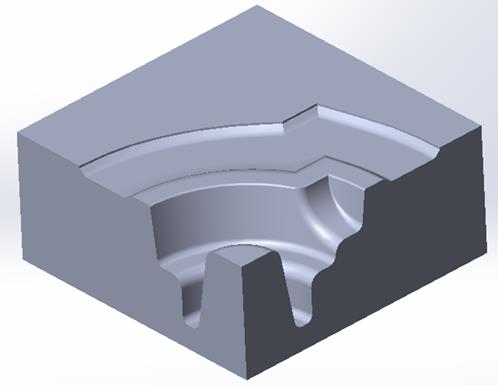
Рисунок 4.6 – Модель верхнего штампа в разрезе
В программе Deform3D смоделировали процесс окончательной штамповки.
Исходные данные для моделирования процесса окончательной штамповки:
· Модели: верхний и нижний штампы;
· Все данные по заготовке перенесены из моделирования процесса «Осадка»
·
Температура верхнего и нижнего штампов – ![]() ;
;
· Количество ударов: 1;
· Коэффициент использования энергии удара: 0,99;
·
Перемещение верхнего штампа: ![]() ;
;
· Трение – 0,3;
· Оборудование: молот с массой падающих частей 5т.
Запускаем расчет.
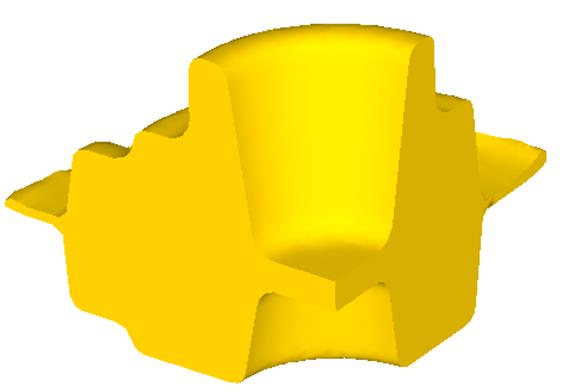
Рисунок 4.7 – Отштампованная заготовка
В результате расчётов получили график усилий (Рисунок 4.8):
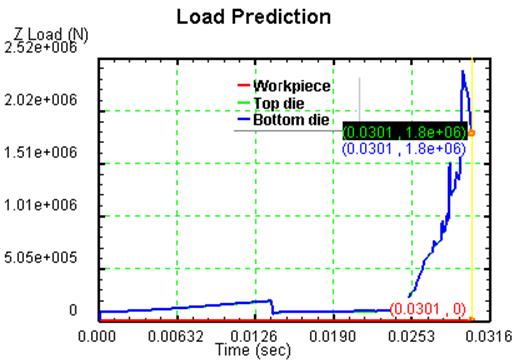
Рисунок 4.8 – График усилий в течении процесса штамповки в окончательном ручье
Поскольку
моделируется ![]() часть заготовки, то максимальное усилие при ударе
будет составлять
часть заготовки, то максимальное усилие при ударе
будет составлять ![]() .
.
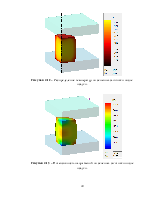
На рисунке 4.9 показаны распределение температур и интенсивность напряжений в поковке.
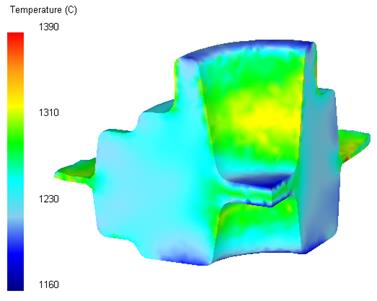
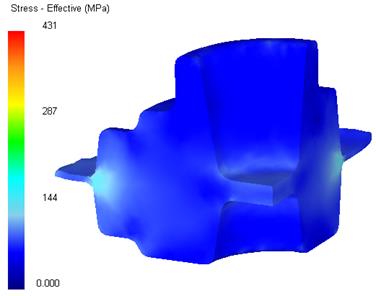
Рисунок 4.9 – Распределение температур и интенсивность напряжений по сечению поковки после штамповки в окончательном ручье.
Данные для моделирования процесса «Осадка»:
·
Модели: заготовка ![]() мм, верхний и нижний штампы;
мм, верхний и нижний штампы;
· Материал: заготовки: для моделирования в качестве аналога стали 18ХГТ берется материал по американскому стандарту Германии марки 16MnCr5 и задается температура нагрева заготовки 1200ºС;
·
Температура верхнего и нижнего
штампов – ![]() ;
;
· Время охлаждения на воздухе: 3с;
·
Расстояние между верхним и нижним
штампом на конечной стадии деформирования: ![]() .
.
· Смазка: gw-st-h (gw – графит в воде; st – деформируемый материал:
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.