Широкое применение средств автоматизации и разного рода вспомогательных устройств для механизации процессов обслуживания конвейеров значительно улучшает работу конвейерного транспорта.
Современные ленточные конвейеры бывают довольно сложными в конструктивном отношении установками, их обслуживание требует хорошо обученного персонала, знакомого не только с их устройством и особенностями работы, но и с особенностями эксплуатации, технического обслуживания и ремонтов. Разнообразие мест установки и условий эксплуатации вызвало появление множества разных по конструктивному выполнению ленточных конвейеров, которые можно классифицировать по назначению, характера работы, числу поводов и т.д.
Наибольшее распространение приобрела классификация по двум первым признакам. Так, по назначению ленточные конвейеры подразделяются на убойные, передающие, сборочные, подъемные, магистральные, отвалочные и конвейеры, которые устанавливаются на горно-транспортных машинах: транспортно-отвалочных мостах, отвалообразователях, перегружателях, роторных и цепных экскаваторах. По характеру работы - на стационарные, полустационарные и передвижные.
Конвейеры, объединенные единым грузопотоком, в объединении с погрузочно-разгрузочным и другим вспомогательным оборудованиям образовывают конвейерные комплексы.
Основными частями ленточного конвейера являются: гибкая бесконечная лента 1, приводной 2 и хвостовой 3 барабан и поддерживающие рабочую (верхнюю) и холостую (нижнюю) ветви ленты роликоопори 4 и 5. Роликоопори закреплены на специальных конструкциях. Движение ленте передается от приводного барабана, который прижимается силой трения между лентой и поверхностью приводного барабана. Натяжение ленты обеспечивается натяжный устройством 6.
Кроме того, в состав ленточного конвейера могут входить загрузочные 7 и разгрузочные 8 устройства, устройства для очистки ленты 9, отклоняющий барабан 10, а также контрольная и автоматическая аппаратуры для управления конвейера и конвейерными линиями.
Ленточные конвейеры могут быть горизонтальными или наклонными, с движением груза вверх или вниз. Наибольший допустимый угол наклона конвейера ограничивается возможностью ссыпания или скольжения груза вдоль ленты под действием силы тяготения.
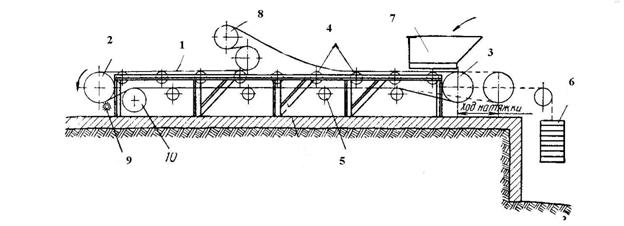
Рис. 1. Схема стационарного ленточного конвейера
Основной характеристикой конвейеров является их производительность. Производительность выражается в виде объема материала, переносимого конвейером в единицу времени (объемная производительность V, м3/ч). Или в виде веса материала, переносимого в единицу времени (весовая производительность Q, т/ч). Диапазон производительности ленточных конвейеров чрезвычайно велик и максимальные значения производительности достигают 20000 т/ч. Объемная и весовая производительности связаны между собой зависимостью
![]()
где ![]() объемный или насыпной вес (вес
единицы объема, занимаемого материалом), т/м3
объемный или насыпной вес (вес
единицы объема, занимаемого материалом), т/м3
Насыпной вес груза определяется его физико-механическими свойствами, влажностью, а также размерами частиц. С увеличением величины частиц увеличивается насыпной вес, так как при этом происходит относительное уменьшение объема воздушных промежутков между частицами груза.
При транспортировании сыпучего материала непрерывным потоком производительность конвейера определяется следующим образом:
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.